My Kossel XL Printer Build
by Roderick W. Smith, rodsmith@rodsbooks.com
Originally written: October 28, 2018; last Web page update:
November 18, 2018
This Web page is provided free of charge and with no annoying outside ads; however, I did take time to prepare it, and Web hosting does cost money. If you find this Web page useful, please consider making a small donation to help keep this site up and running. Thanks!
| Donate $1.00 |
Donate $2.50 |
Donate $5.00 |
Donate $10.00 |
Donate $20.00 |
Donate another value |
|
|
|
|
|
|
|
Introduction
This page describes my experiences building a Kossel variant delta-style 3D printer from scratch (not from a kit). If you know what this means and are interested, but are not yet an expert at building 3D printers, then read on. If you don't know what 3D printing, and especially building your own 3D printer, is about, then you may want to stop reading now, or check out the RepRap wiki, and particularly its page on the Kossel design, for some background information. In brief, the replicating rapid prototyper (or RepRap) project is intended to create designs for 3D printers that anybody with sufficient skill, interest, and money can build themselves. These printers can then be used to (among other things) create some (but not all) of the parts necessary to build a new 3D printer, other useful things, toys, decorative objects, and other less-useful items.
In 2018, 3D printer technology shows a lot of promise, but it's nowhere near the "replicators" of Star Trek. Current home and small business 3D printers are slow (they take hours to print an object the size of a baseball), finicky, and print only in plastic (although exotic printers that print in other materials do exist). Nonetheless, the technology is advancing rapidly, and it's useful in some professions and industries — architects and engineers, among others, rely on 3D printers to do real work. For others, including myself, 3D printers are more of a hobby. There are only so many soap dishes and figurines you can print before the novelty wears off. That said, the ability to print unusual or even one-off products, such as cases for Raspberry Pis or brackets sized as needed, can be handy.
For reasons described shortly, I decided to build my own 3D printer starting in December 2017. This project took several weeks to reach a point where the printer could be considered useful, and much longer to fine-tune it to the point where I was satisfied with the prints it produced. I'm sure an expert could have gotten it working in a day or two (not counting waiting for deliveries), with another couple days to fine-tune it. In the process, I learned a lot about 3D printers, and experienced the satisfaction of having built one from scratch myself. I also now have two 3D printers — the one I built and the one I bought ready-made some time before that. Thus, one printer can produce spare parts for the other, should one go down because of a broken plastic part.
Note that this page provides a sort of snapshot of a project that's continuing to evolve. After beginning this document, I delayed publishing it for various reasons, but I finally decided to publish it about ten months after beginning the project, despite the fact that the printer is not yet finished. I will no doubt make further changes to my printer, which I might or might not add to this document.
Who Should Read This Page
When I began my 3D printer project, I found quite a few Web pages and YouTube videos with instructions on how to build a 3D printer, particularly in kit form. I also found high-level descriptions of different printer designs. What I had a hard time discovering, though, was information on how to pick individual components that work with other components. The RepRap wiki provides good information on individual components, but it's spotty and has limited information on how different components interact with one another. If you buy a kit, of course, whoever designed the kit handled this task. Likewise if you exactly follow a design you find on the Internet. The moment you begin to deviate from such a design, though, things can begin to unravel. This page is intended to help fill that gap: I describe both the overall design of my printer and the reasons I picked individual components. (Sometimes I picked a component twice, or even three times, after discovering the problems with my first choice!) My hope is that this information will help you if you decide to build your own printer from a kit or from designs you find online, but you want to change some details of the design.
I've written this page with people of a certain skill level in mind: You should understand the basics of 3D printing, and probably have used one. You should have experience with building high-tech devices, such as assembling a computer from parts or perhaps even building a 3D printer kit. You should be comfortable with tools like wire strippers, soldering irons, and of course screwdrivers. You should want more of a challenge than a 3D printer kit (built exactly to spec), and you must have the time to spend on the project.
If you're already a 3D printing expert, you'll find little of interest on this page. Chances are you could design and build your own Kossel printer, and likely make it better than mine. I make no claims to being a 3D printing expert. Rather, I'm sharing my experiences as somebody who's still a relative novice but who took on this challenge as a learning experience. My hope is that this page will serve as a useful guide to people in a roughly comparable position, to help steer them away from dead ends and toward working solutions.
Note that this page is not intended as a complete step-by-step build guide to assembling a printer. Although I do provide a parts list and information on how various parts interact with each other, this page should be viewed more as a how-to guide on designing a 3D printer, rather than building one. For step-by-step assembly instructions, I recommend you look up the instructions for Kossel kits (the Kossel page on the RepRap wiki provides links) or Kossel build videos on YouTube. Of course, such instructions won't exactly match the parts described on this page — but if such deviations would be a real problem for you, then building from a kit or buying a ready-made printer may be a better choice for you than building from scratch.
Setting Design Goals
3D printers are a rapidly evolving technology. My analogy is that in 2018, they are roughly where personal computers were in the mid-1970s. Personal computers of that era required considerable dedication and know-how to use, and weren't very practical devices even then. That began to change with the advent of the Apple II, TRS-80 line, various Commodore models, the Atari 8-bit series, and some others. It really changed with the introduction of the IBM PC and, soon thereafter, the Macintosh, in 1984. We have yet to see the equivalent of an Apple II, much less a Macintosh, for the 3D printer market. What we have are machines that are one of three things:
- Expensive ($1,000 and up) and of limited utility, albeit still important for certain professional uses
- Cheaper ($400 to $1,000) and of even more limited utility; useful for learning about the technology or as a hobby
- Kits ($170 to $750) and build-it-yourself instructions (with wildly varying costs) that give you more "bang for the buck" but that delve even further into hobbyist territory
I own a Robo 3D R1+ printer, which falls squarely in the second category. I bought it for $500, and upon receiving it, I was disappointed by its finicky nature and lack of reliability. In the process of learning the machine's quirks and figuring out how to get decent prints out of it, though, I necessarily learned a lot about the technology — enough that I thought it would be an interesting challenge to build my own printer. I also became intrigued by the design of delta printers — more on that shortly. Most delta printers ship as kits rather than as pre-assembled machines. As I began investigating kits, I found that I wanted features not offered by most kits, so I delved into the build-it-yourself approach. Things I wanted from the printer I ultimately built included:
Thanks to the RepRap project, a large number of 3D printer designs are available for hobbyists to build. Most of these designs are Cartesian printers, but there are a few delta printer designs available. Of these, the most popular is the Kossel, which is often described as having two size variants: mini and XL. (In truth, you can build a Kossel printer of just about any size, within constraints imposed by physics.) I opted for a Kossel XL, with an initial design inspired by this example build by Johnathan Hottell. Although his design served as my jumping-off point, I've deviated from his design on almost every detail.
If you're interested in building your own 3D printer and have similar design goals, then it's possible that my printer's design will interest you — see Picking Parts for a detailed parts list for my printer. The more your needs and desires differ from mine, though, the less you'll want to mimic my design. That said, even if you have completely different design goals, you might find my explanations helpful, particularly if you've never designed a 3D printer yourself. If you want to build completely from scratch but lack a 3D printer, you can look into ordering critical 3D-printed parts from a 3D printing build service. I know next to nothing about such services except that they exist, so I can't provide much guidance; but there's an "order this printed" link on the listings page of objects on the popular Thingiverse repository of 3D printing models. There's also a Kossel-specific "pay-it-forward" program in which you can get a set of 3D-printed Kossel parts if you promise to make two such sets for others. (The details are described in the README for the Kossel printed parts design on its github page. Scroll to the bottom, to the "Pay it forward" section.) If you want to build your own printer but don't want to collect all the parts from multiple vendors, then a kit may be what you want. Two I considered before deciding on the from-scratch approach are the Folger Tech Kossel ($326) and the Anycubic Kossel (available from many sources — try a Google search; $170-$340). The latter is available in at least two sizes and with various other options, hence the range of prices. Neither of these printers is as large as mine, and both cut corners on things like the hot end and electronics; but they should work reasonably well if built competently. You can also upgrade any components you like as your time, interest, and budget allow. Another product, which cuts fewer corners, is the Tevo Little Monster ($720-$950, depending on the seller). The Kossel page on RepRap.org also provides links to a number of popular Kossel kits. Kits for Cartesian printers are available, too, but I don't have recommendations for specific models.
Viewing a Delta Printer from Afar
The following sections refer to various parts of a delta printer; but if you're not already familiar with these details, these references are likely to confuse you. Therefore, I provide a brief rundown of the major components here. If you're already familiar with delta printer design, feel free to skip ahead. If not, though, be sure to read this section. Note that many components are shared between delta and Cartesian printers, but some are unique to delta printers. Thus, you may want to read this section, or at least skim it, even if you're familiar with Cartesian printers.

Figure 2: My Kossel-style printer
Figure 2 shows my delta printer, as initially built, with various components marked. These are:
- Horizontal extrusions — A kossel design uses nine aluminum 1515 (15x15 mm) or 2020 (20x20 mm) extrusions, two on the bottom and one on the top of each side of its frame. The length of these extrusions determines the size of the build area.
- Vertical extrusions — These 1515, 2020, or 2040 extrusions connect the upper and lower portions of the frame. Their length is a major determinant of the height of the build volume.
- Effector — The effector moves over the print and extrudes plastic.
- Extruder — This is a motor that feeds room-temperature plastic filament to the effector.
- Diagonal rods — These six rods connect the effector to the three carriages, two rods per carriage.
- Carriages — These components move up and down the vertical extrusions, or a linear rail mounted to the vertical extrusions. They're connected via belts to motors that aren't visible in this photo.
- Build plate — This component is typically an aluminum or glass disc, or sometimes a hexagon, on which the parts are built. Note that the build plate is stationary in a delta printer, in contrast to Cartesian designs, in which the build plate usually moves, either horizontally or vertically.
- Power supply — This component is buried under the build plate in my printer, although a corner of it can be seen just beneath the bottom horizontal extrusions.
- Electronics — Delta printers use an electronic "brain" similar to the one used in Cartesian printers. My printer's main board is located beneath the build plate and so is not visible in Figure 1, but a separate control panel is called out in this photo. Not all printers have such control panels.
I've made some changes to the printer since taking this photo, but the components called out in Figure 2 remain in the same locations. Other delta printers, and especially other Kossel printers, follow the same basic layout, although they differ in many details. For instance, some Kossel printers mount the power supply to the horizontal or vertical extrusions; the extruder may be located elsewhere; the control board may be placed elsewhere; and so on. Compare Figure 2 to the image of the Kossel near the top of the RepRap wiki Kossel page, for instance.

Figure 3: An effector and hot end
Because it's so important, I'm also calling out some subcomponents of the effector, which is shown in close-up in Figure 3:
- Effector — Technically, the effector is the component that interfaces between the diagonal rods and the hot end. In practice, it may include other components in its design; or it may be much simpler and leave other features to separate components that attach to the effector or to the hot end itself. Most of the red plastic in Figure 3 is the effector, although some of it is a fan duct.
- Hot end — This component melts the plastic that's fed into it and extrudes it onto the print bed or onto a lower layer of plastic.
- Fans and fan ducts — Most hot ends require a fan to cool their upper portions. Thus, either effectors or the hot ends themselves almost always provide a fan mount of some sort. A second fan (sometimes more than one) is highly desirable to help cool the newly-printed plastic. Without such cooling, the plastic may sag or drip, which is especially a problem on overhangs. Some effectors include fan ducts for this purpose in their design, but others don't.
- Bed sensor — In the past, and even with some modern designs, 3D printers basically guessed at where the print bed was. If the bed was uneven or off level compared to the print head, the result was prints that could become unstuck or that had uneven bottom layers. (Note that the "level" in this case is not a matter of level with the ground, but relative to the end-stop switches that define the top of the effector's travel.) So-called auto-leveling or auto-tramming features enable the printer to measure the distance to the print bed at various locations, thus constructing a software model of the print bed that can improve the critical first-layer adhesion. This feature requires some sort of sensor, though. This example shows an inductive sensor, which measures the distance to a metal object. Other sensors can use physical switches, force-sensitive sensors, infrared beams, or sonic beams. Some are more-or-less invisible in a photo. Although Figure 3 shows an inductive sensor, I ultimately switched to another design, as described later, in The Effector and The Bed Probe.
Picking Parts
I'm going to begin at the end, with a part list, then describe in detail why I selected certain components later. If you want to exactly reproduce my printer, you could begin with my part list; or you can compare it to other printer designs and use one as a starting point for your own design. Table 1 shows an (almost) complete bill of materials (BoM) for the printer I built, and Table 2 shows the 3D printed parts I used. (You can download both tables in the form of an OpenDocument spreadsheet here.) Note that Tables 1 and 2 describe the printer as it exists today. My initial design proved to be unsatisfactory in some ways, as described in later sections. I've omitted parts that I bought or printed and that I abandoned. If you were to include the cost of these items, the price tag on my printer would go up significantly.
Table 1: Bill of Materials for a Kossel XL Printer
| Item |
Price Ea |
Base Qty |
A Few More |
Total Qty |
Total $ |
Shipping or Tax |
Subtotal |
Source |
| Base Parts |
| 20x20mm extruded aluminum 100cm |
$5.70 |
3 |
|
3 |
$17.10 |
$6.65 |
|
Misumi USA |
| 20x20mm extruded aluminum 36cm |
$2.05 |
9 |
|
9 |
$18.45 |
$5.94 |
|
Misumi USA |
| 12-inch diameter, 1/8-inch thick aluminum plate |
$14.25 |
1 |
|
1 |
$14.25 |
$13.65 |
|
eBay |
| 310mm diameter SeeMeCNC clone heated PCB (280mm heated diameter), 12V (from China) |
$31.99 |
1 |
|
1 |
$31.99 |
$0.55 |
|
eBay |
| Stepper motor vibration dampers |
$7.50 |
3 |
|
3 |
$22.50 |
$3.77 |
|
TriD Printing |
|
|
|
|
|
|
|
$134.85 |
|
| Movement |
| 0.9o Nema17 Stepper motor |
$17.95 |
3 |
|
3 |
$53.85 |
$4.36 |
|
Ultibots |
| 2GT Idler Pulley with Bearings |
$2.69 |
3 |
3 |
6 |
$16.14 |
$2.60 |
|
eBay |
| Open Ended 6mm Width GT2 Belt 10 Meters for up to 5 100cm verticals, with 10x 16-tooth 3mm GT2 belt pulleys |
$21.99 |
1 |
|
1 |
$21.99 |
$4.33 |
|
eBay |
| Belt tensioners (4-pack) |
$4.95 |
1 |
|
1 |
$4.95 |
$0.00 |
|
eBay |
| 304mm magnetic ball-cup arm (set of 6, delrin sheath) |
$74.95 |
1 |
|
1 |
$74.95 |
$6.07 |
|
Ultibots |
|
|
|
|
|
|
|
$189.24 |
|
| Extruder & hotend |
| Genuine E3D V6 hotend w/800mm of PTFE tubing |
$63.38 |
1 |
|
1 |
$63.38 |
$0.00 |
|
Amazon |
| Delta Smart Effector |
$64.99 |
1 |
|
1 |
$64.99 |
$10.00 |
|
Filastruder |
| Bowden/PTFE tube (2m) (no pushfits) |
$2.99 |
1 |
|
1 |
$2.99 |
$0.98 |
|
Gulfcoast Robotics |
| E3D Titan extruder with Bowden Adapter |
$71.91 |
1 |
|
1 |
$71.91 |
$8.35 |
|
Ultibots |
| NEMA 17 stepper motor for extruder |
$10.99 |
1 |
|
1 |
$10.99 |
$5.88 |
|
Gulfcoast Robotics |
|
|
|
|
|
|
|
$239.47 |
|
| Electronics |
| End stop micro switch |
$1.15 |
3 |
2 |
5 |
$5.75 |
$0.00 |
|
eBay |
| 12V 30A Power supply |
$19.09 |
1 |
|
1 |
$19.09 |
$3.76 |
|
eBay |
| 40mm fan for effector/print cooling |
$1.75 |
1 |
|
1 |
$1.75 |
$2.70 |
|
eBay |
| Power supply AC power cord 3 Conductor |
$5.00 |
1 |
|
1 |
$5.00 |
$0.00 |
|
eBay |
| C14 connector |
$1.99 |
1 |
|
1 |
$1.99 |
$2.80 |
|
eBay |
| AC rocker switch |
$1.99 |
1 |
|
1 |
$1.99 |
$4.49 |
|
eBay |
| Fuse holder |
$4.99 |
1 |
|
1 |
$1.99 |
$2.66 |
|
eBay |
| 5A 250v slow-blow fuse (to fit purchased holder) |
$1.18 |
1 |
4 |
5 |
$5.88 |
$0.00 |
|
eBay |
| 12-gauge wire for heater bed, 25 ft. (overkill length) |
$8.25 |
1 |
|
1 |
$8.25 |
$0.00 |
|
eBay |
| Ethernet cable, ~25 ft |
$4.20 |
1 |
|
1 |
$4.20 |
$0.00 |
|
eBay |
| DC switch (for lights) |
$1.30 |
1 |
4 |
5 |
$6.49 |
$0.00 |
|
eBay |
| 12V LED light strip 5m (will only use ~1m) |
$11.80 |
1 |
|
1 |
$11.80 |
$0.00 |
|
eBay |
| 4-pin (or more) heavy-duty connector set (for fast removal of heated bed) |
$4.55 |
1 |
|
1 |
$4.55 |
$2.98 |
|
eBay |
| 2- to 4-pin wiring connector pairs (for end stops, extruder, & lights) |
$0.69 |
5 |
5 |
10 |
$6.92 |
$0.00 |
|
eBay |
| Insulated wiring disconnects (1-pin) |
$0.36 |
11 |
14 |
25 |
$9.10 |
$0.64 |
|
Lowes |
|
|
|
|
|
|
|
$117.77 |
|
| Controller |
| Duet WiFi |
$169.99 |
1 |
|
1 |
$169.99 |
$7.70 |
|
Filastruder |
| Panel Due (7-inch, with cable) |
$94.99 |
1 |
|
1 |
$94.99 |
$4.30 |
|
Filastruder |
| IP camera |
$25.00 |
1 |
|
1 |
$25.00 |
$0.00 |
|
eBay |
|
|
|
|
|
|
|
$301.98 |
|
| Hardware |
| M3x6 screw (motors & end stops) |
$0.23 |
12 |
8 |
20 |
$4.64 |
$0.00 |
|
eBay |
| M3x8 screw (motors & end stops) |
$0.23 |
9 |
11 |
20 |
$4.68 |
$0.00 |
|
eBay |
| M3x16 screw (sliders/carriages, frame braces, bed mounts) |
$0.18 |
53 |
17 |
70 |
$12.64 |
$0.00 |
|
eBay |
| M3x20 screw (fan duct) |
$0.40 |
2 |
8 |
10 |
$4.02 |
$0.00 |
|
eBay |
| M3x25 screw (sliders/carriages, top vertices, Panel Due mount) |
$0.28 |
10 |
10 |
20 |
$5.57 |
$0.00 |
|
eBay |
| M3 Nut |
$0.11 |
30 |
20 |
50 |
$5.71 |
$0.00 |
|
eBay |
| M3 T-nut |
$0.18 |
39 |
11 |
50 |
$8.99 |
$0.00 |
|
eBay |
| M3 Washer |
$0.35 |
3 |
7 |
10 |
$3.50 |
$0.00 |
|
eBay |
| M4x6 screw (power supply) |
$0.41 |
4 |
6 |
10 |
$4.07 |
$0.00 |
|
eBay |
| M5x8 screw (Duet panel, power panel, plywood floor) |
$0.32 |
19 |
1 |
20 |
$6.48 |
$0.00 |
|
eBay |
| M5x10 screw (top & bottom vertices, Panel Due mount, spool holder) |
$0.24 |
51 |
19 |
70 |
$16.62 |
$0.00 |
|
eBay |
| M5x16 screw (bed frame) |
$0.33 |
12 |
8 |
20 |
$6.64 |
$0.00 |
|
eBay |
| M5 T-Nut |
$0.23 |
80 |
20 |
100 |
$22.96 |
$1.86 |
|
Ultibots |
| Short wood screws (1/16-inch diameter; for cable management clips) |
$0.14 |
8 |
17 |
25 |
$3.50 |
$2.75 |
|
eBay |
|
|
|
|
|
|
|
$114.63 |
|
| Printed Parts |
| Filament (price per kg).... |
$21.55 |
|
|
|
|
|
|
MakerGeeks |
| Total mass of printed parts from Table 2 (g) (Note: "A few more" column is percentage for waste) |
|
1447 |
723 |
2170 |
$46.77 |
|
|
|
|
|
|
|
|
|
|
$46.77 |
|
| Other |
| Styrofoam insulation for heat bed (way more than needed!) |
$6.50 |
1 |
0 |
1 |
$6.50 |
$0.46 |
|
Lowes |
| Plywood (400x300mm) |
|
1 |
0 |
1 |
|
|
|
Had on hand |
| Zip ties (100-pack, 8-inch) |
$3.89 |
1 |
0 |
1 |
$3.89 |
$0.27 |
|
Target |
| Cable clamps, 1/4-inch (64mm); pack of 18 |
$1.50 |
1 |
0 |
1 |
$1.50 |
$3.50 |
|
eBay |
| PVC pipe, 1-inch diameter, ~800mm |
|
1 |
0 |
1 |
|
|
|
Had on hand |
| Heat shrink assortment |
$4.35 |
1 |
0 |
1 |
$3.35 |
$0.00 |
|
eBay |
| Kapton (high temp) tape (wide, for heat bed) |
$6.98 |
1 |
0 |
1 |
$6.98 |
$0.00 |
|
eBay |
| Kapton (high temp) tape (narrow, for hotend) |
$2.95 |
1 |
0 |
1 |
$2.95 |
$0.24 |
|
Ultibots |
|
|
|
|
|
|
|
$30.64 |
|
|
| Grand Total |
|
|
|
|
$946.49 |
$114.23 |
$1,175.35 |
|
Some of the downloadable Things referenced in Table 2 include multiple files. In most cases, I printed all of these files; however, in some cases I did not, because the files are variants with different sizing or because, in mixing and matching components, I needed only one or two files. In these cases, Table 2 notes which files I printed. In most cases, slicer choice is not very important; Table 2 presents this information merely for completeness. (I was experimenting with various slicers as I embarked on this project.) The infill percentage can be important for the strength of structural components such as the vertices, the 2020 slider, and the magnetic carriages. The slider and carriages, in particular, can flex when under stress if they're printed too skimpily, which can lead to poor print quality.
Note that the links and prices in these tables are current as of late December, 2017, or in some cases a month or two after that. No doubt things will change in the future, so you'll have to go hunting to find equivalent items. This is especially true of the eBay links. Also, one of my suppliers, RepRap Champion, has undergone changes and rebranding as Gulfcoast Robotics. I've updated the links and prices to the new site, but I've not yet bought anything from the company in this incarnation. Fortunately, most RepRap components are fairly commonplace because they're used in other products. A few specialized items, like the hot end, likely can't be found at your local hardware or electronics store; but Amazon, eBay, and specialized 3D printer retailers make it easy to find even these items.
I have a few comments on both general and specific component choices; and some others appear in the next section, too....
- Vertical extrusions — Shortly after ordering my extrusions, I began reading posts from people who recommended using 2040, rather than 2020, extrusions for a Kossel as tall as mine. The thicker extrusions increase stability, which in turn improves print quality. The price difference is small, so you may want to look into this approach if you want to build a printer taller than about 700mm. Note that this change will require different top and bottom vertices, as well as different sliders, than the ones I used.
- Stepper motors — I bought 0.9o motors for motion control rather than the more common 1.8o motors, since the former produces finer-grained positioning control than the latter. The down side is that 0.9o stepper motors produce less torque than otherwise-equivalent 1.8o motors. Note that motion control and extruder stepper motors have different requirements, so you may need to buy a different type for the extruder. One more point: If you think you might want to try a flying extruder configuration (as described later, in The Extruder), you might want to get a lightweight "pancake" motor, such as this one, for the extruder.
- Electrical connectors — I used several electrical connector plugs at the top of the printer for end stop switches, the extruder motor, and the lights, so as to enable easy removal of the top frame triangle for service. These varied from two to four wires. A similar set of connectors of varying number and pin count may be helpful for the effector; however, the Delta Smart Effector I used comes with its own connectors for this purpose. I also used a heavier-duty connector for the heat bed. This one should provide at least four wires (two each for the thermistor and heating element); however, another couple wires won't hurt (mine has six, and I doubled up each of the heating element wires for a bit of extra safety). If your heated bed includes an LED, you'll need more wires for it. The 1-pin connectors are used in conjunction with the power inlet, fuse, and external switches. Table 1 provides links to products like those I used; however, a wide variety of plug styles will do the job.
- Idler pulley wheels — These components have proved to be troublesome. They support the top loops of the printer's drive belts, and they are in turn held in place by M3x25mm screws. All three of my originals have developed problems, with the initial symptom being squeaking noises, which progresses to degraded print quality because the motion becomes rough. I suspect the problem is that the thread on the screws is damaging the inner surfaces on the pulley wheels. I've listed the replacement items, which have not yet degraded significantly; but I suspect they will. Perhaps screws that are threaded only at their ends, or that are made from nylon rather than metal, might help.
- Substitutions — Between ordering parts and finalizing this Web page, I discovered that a few items were no longer available from the original sellers. The biggest single category of these was products I bought froom RepRap Champion, which has reorganized as Gulfcoast Robotics. Hardware (screws, nuts, etc.) represent another special case, as described shortly. A few others, such as the end stop switches I bought, have disappeared from their original sellers' pages, so I've provided links to what I hope are equivalent items. The extruder stepper motor I'm using is the one included with the extruder kit I originally bought. As described in The Extruder, I replaced most of that extruder with another one that did not include its own motor. Thus, Table 1 lists a substitute that I believe is similar to the one I'm using.
- Hardware — This category includes nuts, bolts, and similar small pieces. I decided to buy a Kossel hardware kit from TriD Printing and supplemented that with pieces bought from local hardware stores. In hindsight, I think I might have been better off going through my entire BoM to determine what I'd need and buy it all from an online supplier, and the BoM in Table 1 reflects that approach. As it is, I've got an odd mix of screw heads and some pieces that don't fit optimally. On the other hand, figuring out what's required is difficult until you get to the point of assembling it, so the strategy I just described may not be practical. Note that sometimes the exact length required can vary depending on the type of head on the screw as well as variation in part designs, so printed part substitutions can change your needs. Also, I've provided links to socket head cap screws for most screw types, although I used a mixture of screw types, and this detail can affect the fit of screws. In other words, you should take the numbers and types of screws in Table 1 with a grain of salt.
- Impermanent screws — Screws in 3D printers often vibrate loose. You can minimize this problem by using nylock nuts or by applying a thread locker compound such as Loctite, but neither of these options is reflected in Table 1.
- "Free" items — Some items in Table 1 have empty price fields. These are things I had on hand in my house from previous projects, such as the plywood I used to separate the two levels of under-bed components and the PVC pipe I used to route cables from the top to the bottom of the printer.
- The "a few more" column — In some cases, I specify extra components because they were sold in bundles of more than I needed, as in the DC switches, for instance. In other cases, I deliberately bought extra in case I had problems with the first or found I'd need more; this was the case with the extra Bowden tubing. Sometimes both reasons applied, as in screws. In the case of printer filament, this column reflects an estimated 50% waste for failed prints, skirts and brims, support material, etc. Use your own judgment, and the packaging of suppliers, to decide on your own quantities.
- Printed part settings — For the most part, I used either ideaMaker or Slic3r to slice these parts, then printed them on my Robo 3D R1+. Sometimes I had to tweak the slicer settings to get good results, as noted later on this page.
- Plastic types — I initially printed every plastic component for my Kossel in PETG, which has a reputation for being both stronger and more temperature-resistant than PLA, the other material I'd used most up to that point. This seems to have worked fine for most parts, but as detailed in The Carriage and Slider, those components worked better when printed in PLA, which seems to be a little more rigid. In the past, many people have used ABS for 3D printer components. This plastic is even more heat-resistant than PETG, but it's harder to print, and printing it releases more noxious (and even toxic) fumes, so I've avoided using it myself.
- Modifications to printed parts — As I put together my printer, I found that I had to modify a few parts. I've uploaded most of these to Thingiverse, and Table 2 provides links to these versions. One trivial exception is the Duet rear panel, which needed to be a little bit wider in my design so as to clear the power supply that was placed beneath the Duet. I merely changed leftMargin on line 4 from 10 to 40, then rebuilt the .stl file. Unless you exactly replicate my component choices and placement, you probably won't need to make this change.
As described in the next section, if you use this BoM as a guide, but make some substitutions, you may find yourself making more substitutions after that. The more such substitutions you make, the more likely you are to run into problems, which may necessitate yet more changes — perhaps replacing already-purchased items with others, thus increasing your costs.
In addition to the parts that go into the printer, you'll need tools. Most of these are common household tools such as screwdrivers and needle-nose pliers. Others you may own if you tinker with electronics, such as a soldering iron, wire crimper, and multimeter. If you don't have these tools on hand, be sure to budget for their purchase.
If you want to build a printer that's similar to mine but at lower cost, I have a few suggestions:
- Buy from China — Chances are you can find better prices from Chinese suppliers, rather than the local-to-me US suppliers I used. As described earlier, though, I was trying to purchase from (relatively) local sources whenever possible. Chinese suppliers, such as Robot Digg, carry a wide range of 3D printer components and typically undercut US suppliers by significant margins. You could probably save $300 compared to what I paid by going this route. (Note that you'll likely pay more in shipping to buy heavy items direct from China, though.)
- Use knock-off products — My genuine E3D V6 hot end cost $63.38; but a knockoff can be had on eBay for $15 or so. Likewise, a Smoothieboard or Duet clone can be had for about half the price of the genuine Duet board I bought (or a genuine Smoothieboard); and a knockoff Titan extruder costs a fraction of what my genuine E3D Titan cost. Such substitutions could likely save $100 or $150 — but you may run into problems if you try to get too cheap. Also, if too many people buy knockoffs, then the companies who engineer the genuine products will go out of business, so in the long term we're better off buying the "real thing." For me personally, $150 was not too steep a price to support the engineers who design these original products.
- Use an unheated bed — An unheated aluminum or glass plate costs significantly less than a heated one, and will enable you to get by with a smaller power supply, too. As power to heat the bed is a significant part of the cost of running a printer, going this route (or simply printing with the bed unheated) can save money over time, too. On the other hand, you'll find it harder to print plastics other than PLA on an unheated bed.
- Omit the niceties — You can skip things like the motor dampers, bed proximity sensor, LED light strip, and touch screen to save money. Some of these components improve print quality, though. You can always add such features in the future, although you may need to do significant disassembly and reassembly work to retrofit the printer once it's built. Beyond dropping down from a Duet or genuine Smoothieboard to a knockoff of one of these, you can save a little more by using an 8-bit Arduino-based controller board. Such a board will barely be able to handle the delta calculations, though, so performance is likely to suffer, and you'll give up features such as network connectivity.
- Go smaller — Although most of the components are the same in a Kossel XL and a mini Kossel, the latter will save a little money over the former because of smaller frame components, diagonal rods, and print bed. This is doubly true if you want a heated print bed — their prices go up fast with increased size! If you insist on using real linear rails, a shorter frame can save significant sums — but if saving money is paramount, using a linear rail is not the way to go.
- Buy a kit — A kit is likely to cost less than the same components bought separately. Partly this is because kits tend to cut corners — they use many of the cost-cutting measures just described. Even if you want to have features not provided by a kit, such as a genuine E3D V6 hot end or 32-bit control board, buying a kit and one or two upgrades may be cheaper than buying everything separately.
The next section can be considered an extended caveat to the advice about how to save money; when you swap out one component for another, this may require another substitution, and so on until you can find a break point. On the other hand, another source (a few are listed in the references section) may provide a design closer to what you want to build, so following it may make sense.
On the Fundamental Interconnectedness of All Things
If you buy a 3D printer kit, its manufacturer will have (or at least should have) picked compatible parts, so you should find that everything fits together perfectly. In practice this may not be true, but a kit is likely to fit together more easily than a bunch of components you buy from different vendors following instructions you found on the Internet. If you go to various online and brick-and-mortar stores to buy components separately, you're almost certain to run into problems with incompatible components. This effect is made worse if you deviate from whatever design you're following. The next few sections describe how all the components of a Kossel 3D printer fit together, and therefore the main compatibility issues you may encounter. Although substitutions are possible, they can result in hours of time spent tracking down other components that you might have to substitute, because changing one item can have a domino effect on the rest of the design.
Because the various components are so interrelated, the following sections contain a fair number of forward references. This is unavoidable. If you want to build a printer from scratch, and especially if you want to deviate in any way from a design you've found, you may need to read the following two or three times, or combine it with other sources of information, before you'll be able to properly design what you want, much less build it.
The Extruder
Contrary to what you might think by the name, the extruder does not extrude molten plastic. Instead, it's basically a set of gears that pushes room-temperature plastic into the hot end. In the case of a delta printer, the extruder usually employs a Bowden configuration, in which the extruder and hot end are separated by significant distance and connected by a polytetrafluoroethylene (PTFE; commonly called Teflon) tube. This contrasts with a direct drive configuration, in which the extruder sits atop the hot end and feeds filament directly into it. This separation is done in the interests of saving weight on the hot end — the design of a delta printer is more sensitive to weight on the hot end and effector than is the design of a typical Cartesian printer.

Figure 4: The extruder is basically a NEMA 17 motor with bits attached so it can push filament into the hot end.
In any event, there are three main compatibility issues for the extruder:
- The frame mount — The extruder is normally mounted to the frame of the printer. Most Kossel designs put it on one of the vertical beams or on one of the top horizontal beams. The former may not be practical with some carriage designs, as described in The Carriage and Slider. Some variant mounting locations are described shortly.
- The hot end — As the extruder feeds filament to the hot end, the two are connected, albeit via a Bowden tube in a typical delta printer configuration. The key point here is that all the parts be designed for the same filament diameter (1.75mm or 3mm, with the former being more popular today). Also, the extruder you buy must support Bowden operation. Most do, or can be adapted; but if in doubt, ask or select another product. Also, be sure you get enough Bowden tube to reach from wherever you mount the extruder to the hot end, no matter where it might be printing, plus some slack. (Sharp bends can prevent filament from moving through a Bowden tube.) In fact, you might want to buy at least twice the length of tube you want; various mishaps can befall Bowden tubing, so having a spare of adequate length is worthwhile.
- The electrical system — The extruder is driven by electrical current from the control board. The most critical compatibility issue is one of voltage. Most 3D printer components are driven at 24, 12, 5, or 3.3 volts; but most control boards can't deliver both 24 and 12 volts, so you must pick one of those two voltages for all high-voltage devices, including the extruder's stepper motor. Most stepper motors seem to work with either voltage, but a higher voltage will work better for fast movement. Thus, especially if you opt for a 24-volt system design, you should be sure your stepper motors support that voltage.
Extruders are very simple devices; for the most part, they're simply motors with a few small bits attached to drive and guide filament into the hot end or Bowden tube. Some people use 3D printed parts for a few extruder sub-components, but I bought a manufactured extruder so as to save myself from digging through more Thingiverse listings and figuring out what else I'd need to buy. I initially bought this model, which is explicitly described as a Bowden extruder. I had minor problems feeding filament through the extruder into the Bowden tube, though, and more serious problems with jams. I tried fine-tuning and replacing numerous lower-cost components to deal with the jams, with no luck. Thus, I tried replacing my extruder with the expensive ($70) E3D Titan extruder, which has received rave reviews and is shown in Figure 4. This change eliminated my filament loading problems. Jams continued, although the problem was reduced in magnitude. I believe my jamming problem is caused by an interaction of at least three factors:
- A long Bowden tube — Although the PTFE from which Bowden tubes are made is slick, it's not completely frictionless. Thus, every extra millimeter of Bowden tube length increases friction, which makes it more likely that the extruder won't be able to push the filament through the tube. My design necessarily uses a rather long Bowden tube (965mm), making it susceptible to jams for this reason.
- Gouging of the filament by the extruder — An extruder works by gripping filament between a grooved gear that rotates and a smooth rolling bearing, thus pushing the filament through and out of the extruder. (I've heard of designs that use two grooved gears, for even better grip.) This approach creates gouges in the filament as it passes through the extruder, thus creating an uneven surface for the filament as it passes through the Bowden tube. The result is increased friction and a greater likelihood of jams.
- Filament that's too thick — My jamming problems are most common with some filament brands, such as Maker Geeks, which has a filament diameter that varies a bit on the wide side — 1.75mm to 1.80mm, rather than an optimal 1.75mm throughout. This variance on the wide side exacerbates both of the preceding factors.

Figure 5: Stringing is an obvious and ugly artifact, although it's easily removed.
In addition to jamming problems, a long Bowden tube can also create problems with stringing, as shown in Figure 5. When the hot end moves from one area of the print to another, it can leak molten plastic, which creates thin lines of plastic in the pattern of these moves. To be sure, this is an issue with all FFF printers, but with a direct-drive design, you need only configure your slicer to retract the filament by a short amount (perhaps 1mm) before such moves. With a Bowden configuration, the amount of retraction required is much greater — I found I needed at least 6mm of retraction to avoid the worst stringing artifacts. The greater the retraction, the greater the risk of jamming, which exacerbates the inherent jamming issue with Bowden configurations.
A final problem with a long Bowden tube is that it is difficult or impossible to print flexible filaments with such a setup. Being flexible, these filaments are prone to buckling, and they usually require slow print speeds with little or no retraction. Adding a Bowden tube to the path creates more opportunities for these problems to manifest.
At least two alternatives to the conventional setup with a long Bowden tube exist:
- Flying extruder — In a flying extruder configuration, the extruder is hung from the frame or carriage using pulleys or stretchy materials such as rubber bands or bungee cords. Although this configuration is ungainly and puts extra strain on the motion-control motors, it has the advantage of greatly reducing the length of the Bowden tube, which can reduce the frequency of jams and underextrusion problems.
- Split extruder — Another variant is to split the extruder into two parts: The stepper motor is attached to the frame and connected to gears mounted directly above the hot end via a rotating mechanical cable. This configuration enables a direct-drive configuration without a Bowden tube, and yet it keeps the main mass of the extruder (the stepper motor) off of the effector. The Zesty Nimble and Flex3Drive are two examples of this type of extruder. Unfortunately, they're both a bit pricey (about $100, which does not include the stepper motor).
I've not tried either of these configurations, although I am considering trying a flying extruder or even buying a Zesty Nimble. Either way, this will be the third extruder (or at least, extruder configuration) on this printer, which is a good indication of how troublesome this component has been with this build.
The Hot End
As noted earlier, the hot end is the part of an FFF 3D printer that melts and extrudes plastic. It's roughly equivalent to the print head on a 2D inkjet printer. Dozens of models are available; see here for a visual comparison of some of them. In choosing a hot end, two decisions are necessary: Which design to use and whether to get an original product or a clone.
Choosing a Design
Hot ends interact with a few other aspects of a 3D printer, most notable of these being:
- Electrical system — The hot end becomes hot because it contains a heater core, which heats up when voltage is applied. This heater core can run at 12 or 24 volts, with 12 volts being more common. Many hot ends are available in either voltage.
- Extruder — In the case of a delta-style printer, a Bowden configuration is most commonly used to connect the extruder and hot end. Most hot ends can be used with Bowden-style setups, but care must be taken to buy the right parts — namely, a Bowden coupler, which fits into the top of the hot end. Another critical extruder/hot end compatibility issue is filament diameter. Most new printers use 1.75mm filament, but some models use 3mm filament. Both the hot end and the extruder must use the same filament diameter.
- Effector — The effector holds the hot end above the print bed. This is a critical component from a compatibility perspective; hot ends vary in size and shape, so an effector designed for one hot end might not work with another.
Hot ends are themselves composed of several components that interact with one another, and that can sometimes be interchanged:
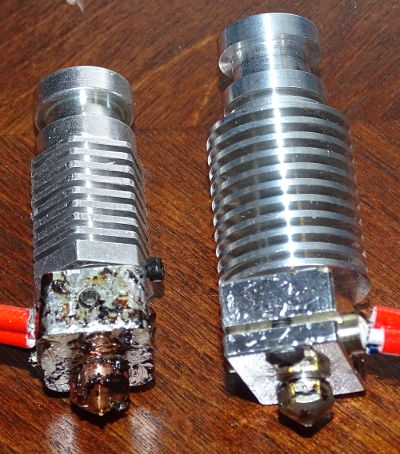
Figure 6: Hot ends vary in size and shape. On the left is the Hexagon hot end from my Robo 3D R1+ and on the right is the E3D V6 hot end used in my Kossel.
- Heat sink — This is often the largest part of the hot end. It's designed to radiate heat, typically with the help of a fan that runs constantly. In Figure 6, the heat sink is the part of the hot end that's composed of a series of grooves. The heat sink screws onto the heat break. The top of the heat sink provides some way to mount the hot end to the effector — typically a notched groove. The precise size of this groove varies from one hot end to another, though, which is one of the major compatibility headaches. Another is the physical size of the heat sink.
- Bowden coupler — This optional component fits into the top of the heat sink. It accepts the Bowden tube that comes from the extruder on most delta printers; but direct-drive configurations typically lack a Bowden coupler.
- Heat break — This component is not visible in Figure 6. It's a relatively narrow tube of metal linking the heat sink to the heater block. The upper portion of the heat break remains relatively cool, whereas the lower portion is hot. This transition is critical to the proper function of an FFF printer. Some hot ends use PTFE tubing in the heat break, which can help plastics flow smoothly; but this design limits the hot end's maximum temperature. An all-metal hot end uses only metal in the heat break, which enables it to work with higher-temperature plastics; however, if it's not properly machined, an all-metal heat break can jam more easily than one that uses PTFE tubing.
- Heater block — This is the rectangular piece near the bottom of both hot ends in Figure 6. The heat break screws into its top, the nozzle screws into its bottom, and the heater core and thermistor attach to its sides.
- Heater core — This component heats up in response to electrical current; it's what causes the heater block to heat up. This is the component that requires a specific voltage (12- or 24-volt). Both hot ends in Figure 6 have heater cores connected to red wires.
- Thermistor — The thermistor measures the temperature of the heater block. Note that several different thermistor models are common; each responds differently to temperature, so you must know your thermistor model to be able to configure your printer's firmware. Most firmware documentation provides explicit instructions for configuring the thermistors provided with popular hot ends, as well as models commonly used by clones. (Note that Chinese clones of the E3D V6 hot end typically don't use the same thermistor as the genuine E3D V6!) Bead thermistors are tiny glass beads, which can be a little awkward to securely fit to the heater block without damaging them; but cartridge thermistors, which come in metallic cylinders, are somewhat easier to handle. The thermistors are not visible in Figure 6, and their wires are mostly hidden behind the heater cores' wires.
- Nozzle — This is the pointy piece at the bottom of the hot ends in Figure 6. Nozzles are often not interchangeable across different hot end models, but sometimes they are compatible. (The Hexagon and E3D V6 nozzles are supposed to be compatible, although I've not tested that claim.) Nozzles come in a variety of diameters (0.4mm being the most popular), which affect print speed and quality. They also vary in material. The common copper nozzles conduct heat well but are quickly degraded by filaments that contain abrasive particles, such as carbon fiber, metals, and even glow-in-the-dark filament. Aftermarket stainless-steel, ruby, or otherwise hardened nozzles stand up better to such abrasive filaments. I swapped out the copper nozzle that came with my E3D V6 for a stainless steel model.
The most critical distinctions between hot ends are in their heat sinks, heat breaks, and heater blocks. Their heat sinks determine how the hot ends mate to the rest of the printer; their heat breaks determine how hot they can operate and how well they handle different materials; and their heater blocks determine how you affix the heater cores and thermistor. The overall design can be important, too; these factors include overall weight and size and how reliably the hot end as a whole functions.
I looked at a number of hot ends when I designed my printer; however, the choice came down to two in the end. Most other hot ends lacked support for printing at above about 250 degrees or were so exotic that finding matching effectors would have been nearly impossible. My two final contenders were:
- Hexagon — My Robo 3D R1+ printer uses a Hexagon hot end. This hot end is not the most popular, but it does have a lot going for it, given my design goals. It's lightweight (29.0 grams, without heater core or thermistor) and compact (56mm in height, 18mm maximum heat sink diameter), which are both important features for a delta printer. It's also an all-metal design, which is more-or-less required for my design goal of being able to print a wide variety of materials. A genuine Hexagon hot end costs about $55.
- E3D V6 — In 2018, the most popular hot end appears to be the E3D V6, particularly if the numerous Chinese kock-offs of this design are included. Compared to the Hexagon, the E3D V6 weighs more (35.2 grams, without heater core or thermistor) and is a bit less compact (62mm high; it's also wider of heat-sink girth, at 22mm). Genuine products are also more expensive — $60 to $80, depending on configuration details. Like the Hexagon, the E3D V6 is an all-metal design. (Well, mostly; its design runs the Bowden tube through the heat sink and down to the heat break, but not into its heat break, so this does not impair its ability to handle the higher temperatures needed by some filaments.)
Based on design specs alone, it looks like the Hexagon is the better deal; however, the popularity of the E3D V6 gives it a huge advantage: There are more effector designs to fit it than to fit the Hexagon. To be sure, some generic effectors fit both, but then you must find a part-cooling fan that fits both the hot end and the effector (or do without this fan). Designing an effector from scratch is also a possibility, but when I began this project, I was not yet good enough at 3D design to attempt such a task. (I eventually did design my own effector, but that happened long after I decided to use an E3D V6.) In addition, although I found no head-to-head comparison reviews, the overall impression I got was that the E3D V6 was a better hot end than the Hexagon. Thus, I went with an E3D V6. Because I didn't want to risk problems caused by a poor clone, and because I wanted to support the company that designed it, I sprang for the genuine product, at $63.38. The next section covers this aspect of my decision in more detail.
Send in the Clones
The E3D V6 was designed in England and is manufacturered there; however, the design is open source, and so Chinese companies quickly began making clones, which are available for a fraction of the cost of the original — typically about $15 (and sometimes $10 or less), vs. $60 or so for the original. Given this cost difference, many people, quite understandably, opt for a clone. Advice on this subject is split. Some people say that clones vary greatly in quality, but tend overwhelmingly toward being less reliable than genuine E3D V6 hot ends. (You seldom know who made a particular E3D V6 clone.) Most E3D V6 clones use PTFE tubing in their heat breaks, so they can't be used with materials that need temperatures above about 245oC. Buying a genuine product also contributes to the research and development budget at E3D, so that they can come out with future products. On the other hand, if you're on a tight budget, spending 1/4 the amount of money is appealing, and many people find that the clones work fine for them.

Figure 7: A clone (left) and original (right) E3D V6. (The original E3D V6 comes with a "sock" for the heater block, which appears to the right of both hot ends.)
Out of curiosity, and to have a backup in case my genuine E3D V6 hot end fails, I bought a clone for $11.62 (shipped) on eBay. I have yet to print with the clone, but some differences between it and the original are apparent even by reading the eBay ad or by a simple visual inspection:
- Heat range — This difference is not apparent by visual inspection (at least, not without disassembling the hot end), but the clone I bought uses a PTFE tube within its heat break, thus limiting the range of temperatures and plastics it can handle. All-metal clones are available, but they typically cost $30 or so, thus reducing the cost savings. It's also not clear that an all-metal clone's heat break would be as well machined as a genuine product. If not, it might be more prone to jamming.
- Overall height — The clone is slightly taller than the original because the clone uses a different type of Bowden fitting. This shouldn't be a big deal in most Kossel configurations.
- Neck fitting size — Most hot ends have a constriction near their top, where one component or another grips the hot end. By my measurement, this constriction is 6.0mm high on the genuine E3D V6, but 6.1mm on my clone. This means that the clone I bought will not fit securely in an effector designed for a genuine E3D V6; you'd need to redesign the fitting part, or wedge something in to help secure the effector. Without this change, the hot end would be likely to ride up and down in its mount, which would be disastrous for layer height.
- Cooling fin thickness — Both products' heat sinks have the same number of fins; but these fins are slighly thicker on the genuine E3D V6 compared to the clone — 1.0mm vs. 0.9mm, by my measure.
- Heat block size — My genuine E3D V6 has a slightly larger heat block than my clone. This is because E3D redesigned their V6 heat block, so my original product includes the newer (bigger) heat block, whereas the clone still uses the older design.
- Thermistor connection — With the redesigned heat block, E3D changed the way the thermistor connects. The old design (and my clone) uses a black screw inserted into a hole next to the thermistor's hole to hold the thermistor's wires in place, whereas the new design uses a smaller set screw inserted from underneath the thermistor to hold it in place more directly.
- Silicone "sock" — A third change associated with E3D's redesign of their V6 heat block is the inclusion of a blue silicone "sock" for the heat block, which is shown to the right of the hot ends in Figure 7. This sock helps keep the heat block clean (note the gunk that's built up on the Hexagon hot end in Figure 6) and also helps control temperature — both keeping the heat block hot and reducing heat radiated to the print and to any effector or fan parts near it. By late 2018, third-party socks began appearing on eBay, although most listings for clone hot ends don't mention them. Listings I've seen for the third-party socks don't mention dimensions, so it's unclear if they fit the old-style or new-style heat blocks.
- Heat block finish — You can barely make out, in Figure 7, that the two hot ends' heat blocks have different finishes. The genuine product's heat block is shiny but with visible grooves in it, whereas the clone is less shiny, with a rougher finish, a bit like fine sand. No doubt the products were manufactured in different ways, but I'm far from an expert on metalworking, so I can't say more. I also have no idea whether this would affect how the two heat blocks work.
- Electrical connector types — The genuine E3D product came with matching electrical connectors for both the thermistor and the fan (which makes accidental cross-connection possible). Each of these wires is short, but the hot end came with longer stretches of wire with matching connectors on one end and bare wire on the other. The clone came with longer wires with different connector types for its thermistor and fan. Which approach is better depends on your needs and preferences; but switching from one to the other could be a nuisance.
- Fan quality — The original hot end came with a 7-blade fan that attaches to its shroud with four screws. The clone came with a 5-blade fan and only two screws. Unfortunately, I broke one of the blades off of my original fan by trying to adjust my Z-height probe while the printer was on, so I replaced it with the clone's fan. Although the original fan was louder than I liked, the clone's fan is about as loud, but annoyingly high-pitched.

Figure 8: A clone (left) and original (right) Hexagon hot end.
Of course, if you buy a V6 clone, you may find that it's very different from the one I've just described. I've presented the above litany of differences mainly to illustrate that the clones really are (or at least can be) different. Some of these differences may not be very important, but others, like the 0.1mm difference in mounting neck size and use of PTFE lining in the clone's heat break, could be quite consequential.
Although clones of the E3D V6 are all the rage, some other hot ends are available as both genuine and cloned products, too. In order to have a backup for my Robo 3D R1+'s Hexagon hot end, I decided to buy a cheap clone for it, too. I paid $21.55, less than half the price of a genuine product. What I got, sadly, will be useless in my Robo, or in most designs intended for a real Hexagon hot end. The reason should be obvious in Figure 8: The clone is huge compared to the original! To add insult to injury, the mounting neck, which is 4.6mm tall on a genuine Hexagon, is 6mm tall on the clone. Overall, this "Hexagon" clone looks more like an E3D V6 clone, but with a hexagonal heat sink rather than the cylindrical V6 heat sink. The clone's heat sink has a minimum 22mm and maximum 25mm diameter, vs. a uniform 22mm for an E3D V6 or clone; and the Hexagon "clone" is even taller than an E3D V6. Thus, the clone "Hexagon" might not fit properly in a tight-fitting E3D V6 effector or print head. In fairness to the seller, the eBay listing for this hot end did include a diagram that provided all the measurements, albeit at a resolution that made it barely legible. I mention all of this to serve as a cautionary tale. If you're not careful about what you buy, you might end up in a similar situation. For whatever it's worth, I printed out a version of my parametric effector to try out the Hexagon clone, and it worked fine when printing PLA. There was a caveat, though: When I tried to tune the thermal response of the hot end, my Duet board reported that the hot end's heater core was over-powered, which made it difficult to control. This was likely an issue when I tried to increase the temperature to 240 degrees (near the hot end's temperature limit) to print PETG; the hot end's temperature jumped up past 250 degrees and it clogged badly. I suspect the heat crept up too far in the heat break and melted either the PTFE liner or some of the plastic I was trying to use. I have yet to clean it out, and I may not bother, given that I've since changed my effector, as described in the next two sections.
Be aware that many sellers of Chinese knock-off E3D V6 clone hotends, particularly on eBay, include "J-Head" in their descriptions or product names, which leads to confusion. This appears to be a matter of Chinese eBay sellers overloading their product descriptions with related, but inapplicable, terms in order to drive searches to their products. J-Head hotends used to be quite popular, so including that term would drive searches for the popular J-Head hotends to these E3D V6 clone hotends. Although I get the impression that E3D V6 hotends are now more popular than J-Head hotends, eBay listings continue to inaccurately describe E3D V6 clones as being J-Head hotends, but they aren't. If you want a J-Head hotend, be sure that's what you get, not an E3D V6 clone that's been inaccurately described.
The Effector

Figure 9: My effector is printed in three parts: the main mount, a part-cooling fan duct, and a triangular cap to lock the hotend in place.
On a delta printer, the effector holds the hot end in place. It connects to the six rods that in turn connect to the motion carriage. Thus, a few interactions need to be considered when selecting an effector:
- Hot end compatibility — As noted earlier, in The Hot End, many effectors are designed to fit specific hot ends, which rules out vast numbers of effectors, particularly if one buys an exotic hot end. That said, the original Kossel design features a fairly generic effector that can be used with many hot ends; but to add a print cooling fan or many types of bed probes requires modifying or adding to the design in ways that may not be practical, or even possible, without creating custom designs.
- Diagonal rod connection type — The original Kossel uses mechanical bearings to connect the effector to the diagonal rods. For various reasons, though, I opted for a magnetic connector, which requires some small changes in effector design. What's more, there are different types of magnetic connectors, which means that any given magnetic effector design works with some magnetic diagonal rods but not others!
- Connector spacing — The effector connects to the carriage and slider (which in turn connect to the three vertical pillars) through six diagonal rods, two per side. These rods must be exactly parallel, so the spacing on the effector must match the spacing on the carriage.
In addition to these issues of physical compatibility, effectors vary in other features. I wanted a print cooling fan and a bed Z-probe sensor, both of which must normally be mounted on the effector, thus necessitating either explicit support for these features or at least a design amenable to adding these components. Furthermore, the design features can affect print quality. Arm spacing, in particular, can affect stability, which in this context refers to the effector's ability to remain level. Poor stability results in print artifacts and difficulties getting consistent readings from some types of Z-probes. Wider spacing between parallel rods improves stability, as does bringing the parallel rod sets closer to the center of the effector. These two ways of improving stability are mutually incompatible past a certain point, of course. A physically large effector can limit the build area because it may bump into the frame or bed-related objects, such as nuts used to hold the bed down. Finally, minimizing weight of the effector is important in a delta design; extra weight makes it harder for the motors to accelerate or decelerate, which reduces print speed and may introduce print problems.
Initially, I went with this effector, which includes built-in print cooling ducts for a fan and a mount for an inductive sensor. It is, however, a rather heavy effector, at 54 grams; and the combination of its inter-rod spacing and distance between the rod connector axis and hot end makes for middling stability. Furthermore, the inductive bed probe mount is rather far from the hot end's nozzle, which increases measurement errors. Because of these problems, I tried designing my own effector, which I published on Thingiverse, and show in Figure 9. My design is highly parametric, which means it can be easily modified for any new hot end that might appear in the future. Unfortunately, although my effector considerably reduced bed-height measurement errors compared to the first effector I tried, the errors remained unacceptably high (close to 1mm variation across the entire bed). The result was that, although I could use the G32 command to tell the printer to automatically set many delta design parameters, I could not make good use of the G29 command to fully level the bed. Thus, I decided to spend the extra money on a Delta Smart Effector, as described in more detail in the next section.
The Bed Probe

Figure 10: Bed probes come in many shapes and sizes. One of the more obvious is an inductive sensor, like this one.
The bed probe is an optional component; a Kossel printer can operate just fine without one. A bed probe enables precise measurement of the distance from the effector to the bed. This can help in two ways. First, the printer's firmware can use a series of effector-to-bed measurements at various places on the bed to help simplify initial setup and configuration, which can be quite tedious, particularly on a delta printer. (The G32 command does this job in RepRap Firmware.) Second, a bed probe enables use of bed leveling (aka bed tramming), in which the printer can compensate in software for a tilted or uneven print surface. (This is done via the G29 command in RepRap Firmware.) This feature can, at least in theory, simplify print-to-print setup and configuration after you make changes that might alter the bed's height or level, such as removing and then replacing the bed to service the printer's electronics. It can also help if the bed is anything but absolutely flat—a common problem.
These advantages sound great, and in practice they can be useful; but they aren't without their drawbacks. Setting up and calibrating the bed sensor can take considerable effort, and the bed sensor must be compatible with other components, most notably:
- The print bed — Some bed probes, such as mechanical switches, work with any surface. Others are more fussy. Inductive sensors, for instance (such as the one shown in Figure 10), work only with metallic surfaces, and so they are useless with glass. (They tend to trigger within about a millimeter of their targets, so glass on top of metal adds enough distance that they'd be useless.) Optical sensors can work with some glass surfaces but not with others—compatibility can be tricky to determine because these sensors generally work on infrared wavelengths, which we humans can't see. Electromagnetic effects of some heated beds can cause unique issues, too, as described shortly.
- The effector — Bed probes are usually mounted to the effector (or to something that is itself mounted to the effector). Thus, support for the sensor must normally be built into the effector, or at least into something that you can mount to it. A further concern is that effectors inevitably tilt slightly. This results in a variable trigger distance for the sensor, compared to the tip of the hot end's nozzle. The further the sensor is from the hot end, the worse this effect will be. It can be compensated for by the firmware to some extent, but doing so requires tedious measurement of the deviation of trigger distance at multiple points on the bed; and even this won't help with the G29 tramming/leveling command in RepRap Firmware.
- The printer's electronics and firmware — The bed probe must be electrically compatible with your electronics, especially the control board. Firmware support is equally critical. Fortunately, most popular 3D printing control boards work with more-or-less the same range of bed probes. Nonetheless, it's wise to check for compatibility. Note that some probes may require unusual wiring, such as use of resistors or diodes in the circuit between the probe and the control board.
- Additional requirements — Some sensors must be deployed and retracted, which creates a need for manual intervention or for small motors to do the job. Some designs are quite unusual; for instance, some place sensors in the bed, which then detect when the nozzle touches the bed. Such designs can add or change requirements in unique ways, so be sure to research them thoroughly.

Figure 11: The Delta Smart Effector is a printed circuit board that functions as an effector. It provides a built-in bed probe, lights, and wiring.
The variability of bed probe designs is quite large compared to some other components, and this can create a lot of compatibility headaches. I initially used an inductive sensor with my printer because they're inexpensive and provide excellent precision. This decision created problems because of effector tilt, though, which quickly became frustrating enough that I abandoned this approach in favor of a Delta Smart Effector, as shown in Figure 11. This product combines the effector and the bed probe; it uses a built-in strain gauge to detect when the hotend's nozzle touches the bed, providing for a zero-offset design. It has some drawbacks, though, including cost (about $65) and the fact that it requires an E3D hotend, or at least something that will work with an E3D heat sink. (The Smart Effector ships with an E3D heat sink with a custom-made screw-in mount rather than the clamp-on mount that's standard with the E3D heat sink.) The Smart Effector was designed to work with a Duet control board, which is fine for me; but if you use another control board, be sure to read the Duet wiki's section on Smart Effector compatibility before buying one. I also discovered that my bed heater (a Chinese clone of the SeeMeCNC Onyx heater) creates an elecromagnetic field that causes the Delta Smart Effector to register bed contact when it's within about 100mm of the bed. This effect only occurs when the bed heater is turned on at less than full power, which is the case after it's reached its target temperature. I know of three workarounds:
- Manually turn off the bed heater when probing the bed. Because materials expand when heated, it's best to bring the bed to the target temperature, turn it off, and then issue a G29 probe. This probe's results tend to be good for several prints, so this procedure isn't a big hassle.
- Using version 1.21RC3 or later firmware, issue an M558 B1 command. This turns off both the bed and hot end heaters during probing moves; essentially, it's a more sophisticated way of doing the above — but it also affects the hotend heater, which might not be desirable. In my tests, this procedure tends to produce spurious heater faults. These don't affect the probing, but must be cleared before using the printer after the probing operation. This problem may be fixed with future firmware releases.
- Don't PID tune the bed. This causes the firmware to run the bed heater either full-out or not at all, rather than at less-than-full power to maintain a given temperature. The result is more variation in the bed's temperature while printing, but the Delta Smart Effector won't be as bothered by the bed heater when it's run in this way. (The Z sensor will still trigger momentarily when the bed heater is switched off, but this is unlikely to cause a problem, in my experience.)
Note that this issue does not occur with most bed heaters; I was the first person to report such a problem to the Delta Smart Effector's creators. Thus, if you decide to use a Delta Smart Effector, you can probably avoid the issue entirely by using another bed heater. On the other hand, there have been reports of similar issues caused by hotend fans and certain patterns of north/south magnetic polarity on the magnetic diagonal rods that the Delta Smart Effector is designed to use. This fan shroud is designed to move the hotend fan away from the effector by enough to clear the problem caused by a fan's magnetic field.
This effector design aims to achieve the same zero-offset goal of the Delta Smart Effector by adding a microswitch to the effector. I have no idea how well it works in practice. Also, for my purposes, it has a big drawback: It's intended for use with mechanical diagonal rod connections, whereas I wanted to use magnetic diagonal rods. I've seen adapter designs, but none that work with this particular effector. That said, an adapter would not be all that hard to create.
Another zero-offset bed probe technology uses force sensitive resistors (FSRs). These are small, thin discs that can be mounted between the print bed and frame or on an effector designed to use an FSR. When the hotend's nozzle touches the bed, the FSR triggers. Mounted in the bed, FSRs have certain drawbacks, such as the need to insulate them from the heat of a heated bed and the fact that the force at the nozzle needed to trigger the device can vary depending on the position on the bed, which creates a problem that's analogous to that of effector tilt with sensors mounted some distance from the nozzle. I've seen only a couple of effector designs intended for use with FSRs.
My path from an inductive sensor to the Delta Smart Effector is informative. As noted earlier, a bed sensor is used by two commands in RepRap Firmware, G32 and G29. When run, the first of these commands reports a deviation score, which measures how well the software could fit its readings to a model of the printer. For me, these started at about 0.3 (which is dismal) with the inductive sensor mounted on the first effector design I tried. I was able to bring the score down to 0.1 (which is better, but still not spectacular) by updating my effector design and going through the tedious process of mapping point-to-point differences in trigger height. Switching to the Delta Smart Effector brought a very small further improvement, to about 0.09 — which was achieved without the tedious distance mapping required by the inductive sensor. (I achieved a further improvement, to 0.04, by re-printing my carriage and slider in PLA, rather than the PETG I used initially.) What the Smart Effector really improved, though, was the ability to use G29. With the inductive sensor, this command produced a map of bed height deviations that reflected the effector tilt more than actual bed-height differences, so I was unable to use that data, and I could not reliably print objects wider than about 50mm. (I probably could have done so after doing careful and tedious manual bed leveling, but if that's necessary, the bed probe becomes essentially worthless.) With the Delta Smart Effector, the G29 height map data became usable, enabling me to reliably print objects with much larger footprints.
The Diagonal Rods

Figure 12: diagonal rods connect to the carriage at the top and the effector at the bottom.
The diagonal rods have two obvious connections, one issue that's not quite so obvious, and a few others that may crop up:
- Effector connection — At one end, the diagonal rods connect to the effector. Most obviously, this requires compatible connectors, as described shortly.
- Carriage connection — The other end of the diagonal rods connect to the carriage. Again, this requires compatible connector types.
- Fans and magnetic fields — Electric fans operate by creating magnetic fields, which in turn cause the fan to rotate. If the magnets mounted in the diagonal rods or effector are too close to the hot end fan and/or the part-cooling fan, those magnets may interfere with the fan's operation. Alternating north/south polarity on diagonal rod ends can minimize this problem, but in some cases rotating the fan in its mount may be necessary; or perhaps you'll need to try another effector with different arm placement or use another fan. This issue will obviously not be a problem with non-magnetic mechanical connections. It may also never occur if your effector's design puts its fans far enough from magnetic components. See this RepRap forum discussion for more on this problem.
- Miscellaneous obstructions — diagonal rods swing about relative to the effector, the carriage, and wires that lead to the hot end's electrical components. Some designs or features, like extra-large fans or bed probes, might interfere with the movement of the diagonal rods. The effect would be a limitation on the usable build area of your printer, or the risk of failed prints because the diagonal rods bump into these objects.
The biggest single compatibility issue is connector types. Traditionally, this has been via ball bearings attached to both ends of the diagonal rods and attached to the effector and carriage via locking rings. These can develop play, or be loose because of parts that don't fit quite right from the start. Either way, the result is reduced print quality. Thus, I opted for a magnetic design, with metal ball studs attached to the effector and carriage, and magnetic heads on the diagonal rods. (Specifically, I bought these diagonal rods.) Note that this particular design puts the magnets in the diagonal rods and attaches the balls to the effector and carriage. This contrasts with a traditional non-magnetic configuration, in which the balls are attached to the diagonal rods. Some magnetic designs use balls that are glued to the diagonal rods; and the diameters of the balls can vary. When you buy components in a complete set, as I did, everything should match, although you must then find matching effector and carriage designs. For more on different delta printer joint types, see the RepRap wiki page on this subject.
Diagonal rod length is also a critical issue. An oft-quoted rule of thumb is to make the rods (ball to ball) 80% of the length of the horizontal 2020 extrusions in the frame of a Kossel. Given the 360mm horizontal extrusion size of my printer, this would make for a rod length of 288mm. The actual optimum length is harder to compute, though. Up to a point, increasing the rod length produces a build volume with a larger diameter but a shorter height. Going with diagonal rods longer than 288mm would therefore increase my printer's build volume, by increasing the radius by enough that the decrease in height would be compensated, in a pure cubic centimeter measurement. There are at least theoretical effects on print quality of different rod lengths, but this subject gets complicated very fast. In the end, I settled on 304mm rods. It turns out that longer diagonal rods would have done me no good because of obstructions like the nuts I used to clamp the print bed to the frame.
To investigate the effects of different diagonal rod lengths, I recommend using the OpenSCAD delta simulator. This program runs in the OpenSCAD 3D modeling tool, which is an unusual way to do such calculations. You'll need to install OpenSCAD, then click the Clone or Download link on the simulator's github page, then open the Delta_simulator.scad file in OpenSCAD. Peruse and modify the variables in the first hundred or so lines of the program, then select Design -> Preview (F5) to see the effect. Numeric results appear on a simulated piece of paper next to the simulated printer. (You may need to zoom in to see the results clearly.) If you want to see the effect of arm length on build volume, check the Working Diam, Centre Working Height, and Minimum Working Height figures. (The top of a Kossel's build area is actually conical, so the center build height figure is slightly greater than the minimum [edge] working height.)
The Carriage and Slider

Figure 13: My carriage attaches to the diagonal rods, drive belt, and slider, which in turn wraps around the vertical 2020 extrusion.
I'm combining two separate components in this category: The carriage provides an interface between the diagonal rods, belt drive, and slider; and the slider interfaces between the carriage and the vertical frame components. Collectively, this combination requires several compatible interfaces:
- Carriage/diagonal rod connection — As noted earlier, the carriage, the diagonal rods, and the effector need both matching connector type (conventional mechanical vs. magnetic) and matched spacing to keep the rods parallel. If you're trying to mix-and-match components from Thingiverse, finding matching components can be a challenge!
- Carriage/belt connection — The carriage connects to the drive belts. Most designs use 6mm wide toothed gear belts, so finding carriage designs that match this common belt size should not be difficult. It's worth double-checking that the carriage design you intend to use matches your belt, though.
- Carriage/slider connection — Most carriages attach to their sliders via four M3 screws spaced in a 20mm x 20mm square. Some designs deviate from this, though, which can create complications. For instance, the slider I wanted to use puts its mounting holes in a 20mm x 16mm arrangement, which limited my choice of carriage designs.
- Slider/vertical frame connection — This is one of the bigger issues. Most Kossel designs use either a three-wheeled slider that mounts directly on the vertical extrusions, or a linear rail system that employs a separate linear rail and matched slider — typically an MGN12 setup. A three-wheeled slider is inexpensive, but these designs typically provide a fair amount of play, which can degrade print quality. A separate linear rail adds expense (especially for taller designs), but produces less play and therefore improves print quality. Some other options include various "poor person's linear rail" setups, in which the vertical extrusions serve as linear rails. These setups use either no wheels (instead relying on properly-sized sliders and a modest amount of lubrication) or several smaller wheels or ball bearings that completely enclose the vertical extrusion. In any event, the slider must match your vertical frame components.
- Miscellaneous extra components — Some slider designs (especially the exotic ones with sliders that completely surround the rails) can limit your options for mounting power supplies, electronics, displays, extruders, and filament spools, since most of the vertical frame becomes off-limits if you use such a design.
I wanted a linear rail system, but as MGN12 linear rails go up significantly in price as they get bigger, I found the price tag for linear rails for my desired printer height to be too much to stomach. I therefore opted for one of the cheap designs that uses the vertical 2020 extrusions as a linear rail — specifically, this one; my print is snown in Figure 13. As noted earlier, though, this design uses an unusual 20x16mm mounting hole arrangement, which required a long search for a matching carriage. In the end, I was saved only by discovering a parametric carriage design that I could modify for my needs; my modified version is also shown in Figure 13. I made a few more minor adjustments and shared the result on Thingiverse.

Figure 14: A combination carriage/slider is highly specialized, but simplifies assembly. I intended it to improve stability, but its effect has been negligible compared to separate components.
Another point with respect to this topic is that the tolerances of printed parts are extremely important in motion-related components. This is likely to be less true of most designs compared to the slider I used, but if a wheelless slider that fits around a 2020 extrusion is improperly sized, it will either wobble back and forth or fit so tightly that it won't move easily. My first print of my slider was too tight; I could barely fit it over my 2020 extrusion, much less move it. I discovered that tuning my slicer settings helped: By reducing infill/perimeter overlap to 5% (for Slic3r) or 0.03mm (for MatterControl) and by reducing the extrusion multiplier to 0.9 (for both programs), the slider began working well. Of course, you might find that other settings would work better for you; printers, filament type (I used PETG initially, then PLA, as described shortly), filament brands or batches, and slicers can all affect the precise sizing of printed parts. I also needed to add a few drops of vegetable oil to the slider to properly lubricate it, and run the slider up and down the entire extrusion by hand a few dozen times. (Do this with the drive belt disconnected to avoid inducing a current that might damage the stepper drivers!) After several months, including a period of inactivity, the oil became tacky, so that might not be the best lubricant for this application. I've now cleaned the oil off as best I could and am trying a lithium/PTFE-based lubricant intended for the focusing helicoids of camera lenses and microscopes.
Once my printer was up and running, I discovered that the carriage/slider assembly flexed significantly in use. This was quite visible when the print involved quick back-and-forth movements, such as when printing infill in narrow components. This flexing may have been a result of gaps that were too large or flexing in the plastic. Because PETG seems a little more flexible than PLA, I re-printed the carriages and sliders in PLA. This seems to have improved matters; visible flexing during printing was reduced, and my G32 deviation scores dropped from 0.09 to 0.04, as described earlier, in The Bed Probe.
In an attempt to further improve matters, I created a combined carriage/slider. This design, which is shown in Figure 14, merges the carriage and slider into one piece and adds bracing material intended to reduce flexing. Unfortunately, it had little or no effect on the print quality or G32 deviation scores.
Frame Components

Figure 15: The lower frame is assembled, showing major frame components: Horizontal 2020 aluminum extrusions, vertices, (non-standard for Kossel) additional support braces, and bed support corners. I later added a plywood base beneath the lower 2020 extrusion. The upper frame is similar, but has fewer pieces and smaller vertices.
The frame consists of the major structural components of the printer. In the case of a Kossel, this is aluminum bars and various printed (or otherwise manufactured, in many kits) parts that connect them together. The former are typically either a 1515 (15x15 mm) or 2020 (20x20 mm) extrusions, although some Kossels use 2040 (20x40 mm) extrusions for their vertical components. Smaller ("mini") Kossels are often built from 1515 extrusions, whereas larger ("XL") ones, like mine, use 2020 or 2040 extrusions. This type of aluminum bar includes grooves in each side, which enables things to be mounted to them. In the case of a 3D printer, these "things" can include the printed components that tie the extrusions together, the slider, the extruder, motors, and various electronic items.
The Kossel page on reprap.org describes a mini Kossel as using nine 240mm 1515 extrusions for horizontal beam components (six in the base and three at the top) and three vertical 600mm extrusions. I don't know of an official design document for a Kossel XL, but most kits and descriptions I've seen specify nine horizontal 360mm (or sometimes just 300mm) 2020 extrusions and three vertical extrusions of about 750mm. (I increased mine to 1,000mm, but some of that increase was sacrificed, as described shortly.) You can construct a Kossel of any size (within reason; too big or too small and you'll run into engineering limits), but the nine horizontal extrusions must be identical in size, as must the three vertical extrusions. (In principle, a delta printer could be built using a non-equilateral triangle as a base, but such configurations are extremely rare.) Substituting other forms or materials for the frame components is certainly possible, but deviates significantly from the Kossel prototype and would require significant changes to the carriage and printed frame components. If you like the idea of a delta printer but dislike the Kossel design specifically, you might look into other delta designs, such as the Rostock, Delta-Pi, or Cerberus.
Changing the height of a Kossel is trivially easy; just buy longer (or shorter) beams. Most other components, such as the diagonal rods, won't be affected. One possible exception is the linear rail, if your design uses one; it must be scaled along with the vertical extrusions. If you want a very tall printer, as I did, this will increase the price of linear rails to the point that they may be unaffordable, as described in The Carriage and Slider. Using wheeled carriages or sliders that fit directly to the vertical extrusions, though, means that you won't need to make adjustments if you go with a non-standard height. Another component that must be adjusted if you want an extra-tall printer is the drive belt; you'll need roughly six times the printer's height in belt. You'll also need longer wires and a longer Bowden tube if you want a taller printer.
Changing the size of the horizontal beams is another matter, since any such change necessitates a change to the length of the diagonal rods and print bed. Particularly if you want a heated bed, going large can become a challenge. Heated beds for a full-sized Kossel, which requires a bed of approximately 300mm, are significantly more expensive (and harder to find) than are heated beds for mini Kossels. An even larger heated bed would be even harder to find and more expensive. The size of the horizontal frame will also affect placement of any components you might want to put under the bed, such as the power supply and electronics. This is likely to be more of an issue if you want to miniaturize the design than super-size it. In fact, most mini Kossels, and even many Kossel XLs, have power supplies mounted outside the main frame, on one of the horizontal or vertical extrusions.
Speaking of the power supply mounting location, I was frustrated to learn that the combination of power supply, motors, and Duet controller board I had bought could not fit together underneath the print bed. Rather than move the Duet board or power supply outside that area, I decided to sacrifice a few centimeters of vertical build space in order to create enough vertical space under the bed to hold both the power supply and Duet board, one beneath the other. If I'd been building a shorter printer, I probably would not have done this, but with 1,000mm vertical extrusions, I was willing to sacrifice about 50mm of vertical space for this purpose.
Beyond the aluminum extrusions, you'll find a wide variety of designs for printed plastic frame components. The most important of these are the upper and lower (or "motor") vertices, which connect the aluminum extrusions to one another. Most of these, for a given extrusion size, appear to be compatible with one another; but you may want to stick with a matched set (upper and lower from one design), or at least check to be sure that the components you pick have the same outline when viewed from above, before printing them. If the upper and lower vertices put the 2020 extrusions together in ways that don't quite match, then the geometry of the printer will be compromised, leading to prints that are distorted. Instead of using printed vertices, you might want to consider using metal vertices, such as these from Robot Digg. Metal vertices are likely to be more rigid than plastic ones, which should improve print quality.
One of the challenges in assembling a Kossel is in mounting the NEMA 17 motors used to drive the sliders. The Kossel design requires tightening screws that are buried inside the bottom vertex pieces. These screws are accessible from the top and the bottom, so one solution is to use hex nut screws and tighten them using a right-angle Allen wrench (the kind that ships with cheap ready-to-assemble furniture). Some designs take other approaches. I first tried to use this approach, which splits the lower frame vertex into two parts for easier access to the mounting screws. Unfortunately, I discovered that getting the 2020 extrusions over the gap between the two parts was quite difficult, and in fact I broke one of my vertices attempting this feat. Thus, I ended up printing a replacement using this design, which instead includes grooves for easier access to the mounting screws. That worked much better.
For increased stability, particularly if you build big, you might consider using a frame brace in addition to the standard components. These provide added grip at the corners of the design. Be aware, though, that these components can interfere with some carriages or sliders, particularly if used at the top of the printer. (Most Kossels require the sliders to travel close to the top of the frame for maximum vertical space, and an extra brace will prevent this. A brace placed above the top vertex will pose problems only if the diagonal rods are too short.) In my case, I doubled these up on both top and bottom of the lower frame components, since I was raising the print bed to make room for the power supply. I also added a plywood "floor" to the bottom of the bottommost horizontal extrusions. This provided support for the Duet electronics (above the floor) and the power supply (below the floor), and theoretically might improve the rigidity of the lower triangle. Note, however, that wood isn't the safest material to use in a 3D printer, since it's so flammable. Figure 15 shows my bottom frame, minus the plywood "floor."
The Print Bed
The print bed is the surface on which your printed parts are built. In a delta printer, the print bed is circular in shape (or sometimes hexagonal; or some other shape can do in a pinch) and stationary. Its important interrelationships with other components include:
- Horizontal frame — The size of the print bed varies with the size of the horizontal frame components. A mini Kossel, with 240mm extrusions, has a bed that's about 170-200mm in diameter; and a Kossel XL, with 360mm extrusions, has a bed that's about 260-300mm in diameter. The exact optimum size of the print bed depends on another factor, though....

Figure 16: My bed mount provides three holes for screws, matching the placement of screw holes on my Onyx bed heater.
- Diagonal rods — As noted earlier, longer diagonal rods result in larger printable areas, which of course requires a larger print bed. The OpenSCAD Delta Simulator can help you determine what size print bed you buy. I recommend buying a little bit bigger than your printer's geometry requires, so that you have room at the edges to install a thermistor, to clamp the bed to the main frame, and so on. Don't go too big, though — the bed has to fit within the confines of the vertical frame!
- Mounting hardware — In principle, you can just lay the print bed directly on the horizontal frame components. In practice, though, such a "mounting" solution can result in a print surface that wobbles or slides around, both of which can ruin prints. What's more, if your bed is heated, the frame will tend to wick away the heat, resulting in increased time to heat the bed, or even an inability to reach the desired temperature. Thus, you're likely to need some way to both mount the bed to the frame and provide some degree of thermal insulation. You may also want to provide leveling screws so you can adjust the tilt of the bed relative to the effector, especially if you don't have automatic bed tramming/leveling hardware (described earlier, in The Bed Probe). Various mounting tabs and bars are available on Thingiverse, but you should be sure that whatever you select will work for your frame and bed size. Figure 16 shows the bed mounting platform I designed. Three are used, one at each corner, as shown in Figure 15.

Figure 17: A typical heated bed consists of separate heater (the black disc that's mounted to the frame) and a separate printing surface (the aluminum disc that's been removed and propped against a vertical frame component).
- Heating components — If you want a heated print bed, you must usually buy both a conventional bed (typically glass or aluminum) and a heating element. Note that some of the latter are described as "heated beds" by vendors, but they're typically just printed circuit boards; they still need an aluminum or glass bed. (There are unified products with a printable copper or aluminum top and integrated heating component, but you should be absolutely certain that this is what you'll get before ordering.) Note also that two types of heating elements are common: circuit boards, such as the one I bought; and silicone heating pads. The former often come with company logos and temperature warnings printed on them, which can be visible if you use a glass bed on top; and they may include wiring for activity LEDs. The latter sometimes come with thermistors built in, and are frequently glued to the bottom of your printing surface. Both types come in a variety of voltage options and are wired in similar fashion to the rest of the printer. Figure 17 shows my bed heater mounted in my printer, with the aluminum bed removed and propped against one vertical extrusion.
- Bed tramming/leveling sensor — If you want to use automatic bed tramming/leveling, you need a sensor to measure the distance between the effector and the print bed. As noted in The Bed Probe, some probes work with some bed materials but not with others.
- Electronics and power supply — An unheated bed has no electronics connections, but if you want a heated bed, it (or at least its heating element) normally plugs into your control board, which will provide either 12 or 24 volts to the bed heater. For a very large heated bed (above about 300mm in diameter), it may be necessary to use AC power directly to drive the heater, which will require the use of a solid state relay (SSR) to enable the control board to turn the power on and off. This YouTube video covers heated beds, and this one covers SSRs. Note that my bed, which uses a 310mm heating element and 12-inch (304.8mm) aluminum plate, does not require an SSR or AC power. It heats up to 60oC in about five minutes. No matter how you power the heated bed, a thermistor is required to provide feedback to the control board about the bed's temperature, and this must be mounted in some way. Note also that a bed heater can generate an electromagnetic field, which may interfere with other electronic devices, as described earlier, in The Bed Probe.
In addition to these component compatibility issues, one perennial question is what material to use for a print bed. Glass (especially borosilicate glass) and aluminum are both popular choices. My Robo 3D R1+ uses glass, but within the first month of ownership, it developed three small chips, which turned me off to glass. Aluminum is also more thermally conductive than glass, which means an aluminum bed will heat up to a more uniform temperature than a glass bed, particularly if the heating element is uneven in its heat distribution. Thus, I opted for aluminum for my Kossel. I quickly discovered, though, that a print head (especially the stainless steel nozzle I bought) can gouge channels into an aluminum bed if it's accidentally driven too low. Covering the bed in Kapton or painter's tape might be prudent, especially when calibrating the printer and running the first few prints.
When selecting heated bed components, be sure your aluminum or glass printing surface is thick enough. The common advice is to use aluminum that's at least 3mm (or 1/8 inch, which is 3.2mm) thick, since thinner aluminum tends to warp when heated, which will make bed leveling difficult. If you go with glass, thicker glass will be more resistant to breakage, as will borosilicate glass; but I haven't seen much of a consensus on just how thick a glass bed should be. Some people say 1.75mm is thick enough, but others advocate 3mm or thicker.
You may want to consider insulating the underside of a heated bed. This will both reduce the bed's warm-up time and protect electronics housed under the bed from the worst of its heat. I used styrofoam insulation for this purpose, but other options include cork, wool, cardboard, fiberglass, and several others. This site provides tests of a few materials. Adding a ventilation fan to protect your electronics is also worthwhile. Of course, mounting the control board away from the heated bed is another way to protect it from the heat.
My heating element is one of the few components I bought direct from China, because I found it difficult to locate a ~300mm heating element in the US, especially at a tolerable price. I didn't realize it at the time, but what I bought is a clone of the SeeMeCNC Onyx bed (which I had not discovered when I ordered my heating element); however, what I got is marked as a "rev. 6" board, whereas SeeMeCNC is currently selling "rev. 10" products. Also, once I assumbled my printer, I discovered that the build area wasn't quite as large as I'd hoped — it maxes out at about 260mm. Heating elements of that size are both more common and less expensive than are ~300mm heating elements. In hindsight, therefore, I might have been better off buying one of them.
The Power Supply
A 3D printer's power supply is similar to the power supply in a computer; in fact, it's possible to use a computer power supply as a 3D printer power supply — printers without heated beds can get by with laptop-style power "bricks," and those needing more power can use ATX-style power supplies. Many 3D printers, including my Kossel, use a format of power supply that's more commonly used with LED lighting products, though. Whatever the choice, there are several compatibility issues with power supplies:
My own design puts all of these electrical components underneath the heated bed, tucking them away where they're less likely to be accidentally touched. I used push fittings on the back side of the AC power socket, fuse holder, and power switch so as to provide some insulation between them and the aluminum frame; I did not want a soldered connection to come loose and create a short with the frame! In hindsight, I think an ATX-style power supply might have been a better choice, but it's not worth the effort to replace my working configuration.
For more on power supplies, see the RepRap wiki page on the subject.
Electronics

Figure 19: A large number of wires converge on the Duet electronics board in my printer. Note that the heat bed (top left) is connected via a clip-together connector, so that it can be completely removed.
Every 3D printer holds a simple computer that functions as the device's "brains." Traditional designs use an Arduino Mega or similar processor. This is an 8-bit CPU, and devices that use it typically hold about 8 KiB of RAM and have about 256 KiB of flash storage. In other words, they're roughly comparable in power to an Apple II from around 1980. This is adequate for most Cartesian printers, but such a controller struggles to keep up with a delta printer. For these, something more powerful is desirable, such as a Smoothieboard or Duet. These boards are based around 32-bit ARM CPUs, and they have roughly 128 KiB of RAM and 512 KiB of flash memory. In other words, they're roughly comparable to early Macs or PCs from the mid-to-late 1980s. These devices are still woefully underpowered compared to modern PCs, but they aren't expected to play dynamic 3D games, just crunch numbers for 3D printing static objects. To be sure, an 8-bit board can control a delta printer, but a 32-bit board is likely to produce smoother operation and may enable faster print speeds. As an added bonus, Smoothieboards and Duets both provide network connectivity, so you can upload files to the printer without moving an SD card around. You can also perform firmware updates, adjust settings, and control the printer remotely by using a computer, tablet, or cell phone.
The key difference between 3D printer electronics and low-end computers like Rapberry Pis is that 3D printer boards provide specialized input/output connections so that they can control stepper motors, hot ends, heated beds, and so on. (You can see this wiring converging on my Duet board in Figure 19.) Most importantly, these connections include stepper drivers, which are chips that control stepper motors. 3D printer control boards either ship with stepper drivers soldered in place or accept stepper drivers on small plug-in boards. Any product sold for 3D printers should work with most designs, but different stepper drivers can provide different levels of control precision, be noisier or quieter, and vary in other ways. In addition to providing faster CPUs, 32-bit boards often come with higher-quality stepper drivers soldered in place; but cheaper 8-bit boards are usually designed to use removable drivers, so you can replace the default cheap drivers with something better. Removable drivers can also be a boon if a driver should burn out, as can happen if you disconnect a stepper motor while power is applied or move the print head by hand too quickly.
Whatever type of electronics you choose, you must ensure its compatibility with a number of other printer components, including:
Because an Arduino-based solution can barely keep up with the more complex calculations required by delta printers, I recommend going for something that's ARM-based. After much research, I settled on a Duet WiFi. Every direct comparison I found between Duet and Smoothieboard suggested that the former was better for delta printers because of superior handling of delta calculations. That said, as I have no personal experience with a Smoothieboard, I can't say how true this is. If you must use an Arduino-based board, I've heard claims that the Repetier firmware imposes a lower CPU load than the Marlin firmware, so you might want to use the former; however, I have no personal experience with Repetier firmware, and I've used Marlin only on my Robo 3D R1+ Cartesian printer, so this advice is based on hearsay.
Note that the Smoothieboard has been cloned by several Chinese companies. Clones include the MKS-SBASE and Azteeg X5 Mini. These clones typically cost about half what a genuine Smoothieboard costs (roughly $80 vs. $160, for the x5 model), so they can be appealing if you want to cut costs. I can't comment from personal experience on how these Smoothieboard clones work. Apparently the MKS-SBASE design deviates significantly from the original Smoothieboard design and has not been released as open source, which the original Smoothieboard license requires. This may make it difficult to get support for the product. Chinese clones of the Duet products have also begun to appear since I built my printer. These typically cost about $85 on AliExpress to $140 on eBay, as opposed to $170 for the genuine article. It's unclear who's making these clones, and I have yet to see reports of how well they work; but the ads make them look almost identical to the original. For both Smoothieboard and Duet clones, bundles with color touch screens are common. As with hot ends, using a clone means that you're depriving the products' designers of income that would help them to develop future products. Thus, if you can afford it, I recommend buying an original Duet or Smoothieboard rather than a clone.
Hardware

Figure 21: T-nuts come in both pre-assembly (left, M5) and post-assembly (right, M3) varieties.
The least flashy components can sometimes create the biggest headaches. Screws, nuts, washers, and similar items can be a frustration because you may have a hard time finding the right items and because it may not be obvious what type of connecting hardware you're supposed to use. (Many designs on Thingiverse are annoying in their lack of specificity on this point.)
My bill of materials (BoM; Table 1) provides a rough estimate of the connectors I used in building my printer. My record-keeping is far from perfect, though, and you may find you need different hardware because of small changes you've made in the design or because you're using different types of hardware — two screws with different head types might fit differently and therefore need to be of different lengths to be used in the same place.
Most of the screws and nuts are common metric sizes that are readily available even in US hardware stores, although buying online in bulk is likely to be more cost-effective. One relatively rare item is the t-nut, which is an oversized nut with a rectangular shape that fits inside the grooves of a 2020 aluminum extrusion, enabling items to be mounted to the frame. These nuts are available in two varieties: pre-assembly and post-assembly. The former can be inserted only from the ends of the extrusions, and so must be placed before finishing assembly of the frame. Post-assembly t-nuts have two rounded corners, which enables them to be inserted sideways and then turn in one direction as a screw is turned, enabling them to lock in place. Note that what you need are the rectangular t-nuts for 2020 extrusions, as shown in Figure 21, not the cross- or star-shaped t-nuts for use with wood furniture and that are available at my local hardware stores. You're likely to need a mixture of M3 and M5 t-nuts, with the exact mix depending on the exact components you use. In a pinch, search Thingiverse; there are designs for adapters that turn regular nuts into t-nuts. I've never tried them, though.
Configuring Software
A 3D printer is useless without software. This includes both the firmware on the printer itself and software you run on your desktop or laptop computer to download or create 3D models and to slice those models for delivery to the printer.
The Duet control board I used runs RepRap Firmware, which is designed for ARM processors and is different from the more common Marlin and Repetier firmware, both of which were originally designed for 8-bit Arduino (and similar) boards. (32-bit versions of both Marlin and Repetier are now available, though.) Unlike Marlin and Repetier, RepRap Firmware keeps its configuration in files, so you don't need to recompile and re-upload the firmware whenever you make a trivial change. RepRap Firmware also provides a Web-based user interface (UI). My second-choice control board, the Smoothieboard, another 32-bit ARM-based product, uses firmware called Smoothieware, which has features that are roughly comparable to those of RepRap Firmware. In any of these cases, you should check the documentation for your controller board to learn what firmware you can use. (You may have multiple options for some hardware.) Likewise for setting up and configuring the firmware. My experience with the Duet is that its documentation is mostly adequate, but relevant information is sometimes spread across multiple pages of its wiki, so I sometimes had to do Google searches to figure out what values to plug into the configuration files. Smoothieware's documentation seems to be a little better, but as I've never actually configured a Smoothieboard, it could be I haven't delved far enough into it to have found its problems.
The software options that are most relevant for this page relate to slicer software. Most slicer programs support Cartesian printers just fine; however, some slicers don't explicitly support the round bed of a delta printer. The Duet's flavor of g-code also creates problems for some programs. Furthermore, some Duet features work well with some programs but not with others.
To one degree or another, I've used five or six slicer programs with both my Robo 3D R1+ and my Kossel XL: ideaMaker (version 3.3.0), Slic3r (version 1.2.9; and its Prusa Edition variant, version 1.39), Craftware (version 1.20 beta), MatterControl (version 1.7.5), and Cura (version 3.4.1), in more-or-less that order of preference. (Note that I use Linux as my main OS, so some of my preference are related to Linux-specific issues, which I don't cover here.) Some of these programs have problems that are unique to the delta design or to the RepRap Firmware used by my printer's Duet control board:
- Bed shape — All of these slicers support circular beds; however, that support is new in ideaMaker 3.3.0, so if you want to use ideaMaker with a delta printer, you should be sure you're using this (or a later) version. (Older versions of ideaMaker can be used with delta printers, but they require awkward workarounds involving bed centering, which are no longer necessary with version 3.3.0.) MatterControl has its own issue: Although it supports a circular print bed, its preview window circles wildly around the bed, rather than rotating the bed, when this option is used.
- Bed centering — Cartesian printers typically have coordinate systems that begin in a corner, with X, Y, and Z values that are normally positive; but delta printers' coordinate systems begin in the center, so the X and Y values can be positive or negative. Slicers with explicit support for round beds tend to handle this difference automatically, or by checking a simple box.
- Slow print start — To start a print, all three axes must first be homed — that is, brought to a position defined by an end-stop switch, so that the firmware knows where the hot end is. On a delta printer, homing involves raising the effector to its topmost position. To begin printing, the effector must then be lowered. The default code to do this in Craftware drives the effector down quite slowly, which is a minor annoyance. Other slicers produce effector-lowering code that results in much faster moves.
- Relative vs. absolute extrusion — Some slicers assume the printer's firmware interprets extrusion values in an absolute manner; but Duet defaults to assuming relative extrusion values. The result is a constantly-spinning extruder motor when printing and a quick filament jam. The solution is quite simple, though: Add M82 to the custom start g-code in your printing templates. This tells Duet to interpret the extruder codes in an absolute way. I encountered this problem with ideaMaker, but not with Slic3r. I copied over the M82 command to the custom start code for the other slicers I tried, so I don't know if they have this issue.
- Duet time estimates — When printing files generated by some programs, such as Slic3r and Cura, Duet's Web interface displays three time estimates, based on the file size, the amount of filament already printed, and the number of layers already printed. With g-code generated by ideaMaker and MatterControl, though, only the first two of these time estimates is available; and the Duet produces just one time estimate from Craftware-generated files. This is obviously not a major functional drawback, but it would be nice to have all three time estimates for all the slicers.
- Harmless warnings — If the RepRap Firmware encounters a code that it can't handle, it displays a warning. So far, this has never resulted in a failed print, so it's not a big deal. (The warnings aren't obtrusive; they only appear if you click on the G-code option in the Web UI.) I've noticed this issue with ideaMaker, but not with other slicers' output; however, I can't promise that the issue will never occur with other slicers.
Because pre-3.3.0 versions of ideaMaker had more Kossel- and Duet-specific issues than my second-choice Slic3r, I'd been using Slic3r more with my Kossel. (Note that there are two versions of Slic3r; the original and a version updated by Prusa. The latter has enough improvements to be worth using.) With the release of ideaMaker 3.3.0 and its explicit support for circular beds, I expect I'll use it more with my Kossel XL. Even before building my Kossel, I'd relegated Craftware, MatterControl, and Cura to backup status; between them, ideaMaker and Slic3r handle most of my needs. Thus, I have much more experience with ideaMaker and Slic3r on my Kossel than I have with the other three programs. My main reason for putting Cura last in my list is that it has the impressively bad ability to completely hang my main Linux-based desktop computer. It's more reliable on a laptop I sometimes use, though.
Two other popular slicers are Repetier-Host and Simplify3D. I played briefly with the former with my Robo 3D R1+, but by the time I got to it, I'd already become familiar with several others, and I didn't see anything compelling enough in Repetier-Host to make me want to switch. Simplify3D gets excellent reviews, but it's pricey ($149) commercial software, and the free and open source alternatives do what I need, so I'm not motivated to spend the extra money. Thus, I can't comment on how either of these programs, or other more obscure ones, work with either delta printers generally or printers built around a Duet board.
Note that, aside from briefly using MatterControl to set up my Duet, I've never used any of these programs when connected to my Kossel via the USB interface. My interactions have been exclusively via the Web interface. Thus, I can't comment on how well any of them would work when controlling the printer via a USB cable, or even in transferring files in this way.
Evaluating the Working Printer
How does my printer work? Quite well, overall, although it didn't get there immediately. My first prints were awful because I began doing test prints before fully calibrating the printer. Because of lessons learned when making those first prints, I revisted certain design decisions and made changes, some of which I've described earlier on this page. I also fine-tuned the configuration, which was tedious, even with the help of so-called "automatic" tuning procedures in the RepRap Firmware. (This is not a criticism of that firmware, though; calibrating a delta printer is hard!) Fine-tuning my slicer settings required more experimentation. Even before I got all the settings right, it was quite a thrill to see the printer I'd built from a stack of parts, some of which I'd designed, spring to life and begin printing!

Figure 22: Early (left) and fine-tuned (right) 3D Benchy prints
Figure 22 shows two sample prints of 3D Benchy, a standard 3D printing test object, printed in PLA. The Benchy on the left was one of the first successful prints from my printer. You can see it's quite stringy, which is an artifact caused by inadequate retraction settings in my slicer. It also suffers from a wrinkly prow, which is caused by inadequate cooling on overhangs. The Benchy on the right is a later creation, which has tamed the stringiness via retractions of 6mm and improved the part cooling.
One of the biggest challenges I faced was in improving dimensional accuracy. Early on, 20mm test cubes came out a little bit tall (about 20.1mm) but narrow (19.6mm, give or take 0.2mm), with some slides sloping or curving a bit. The X/Y dimension errors are the result of incorrect settings for the diagonal rod length (set via the L option to the M665 command); setting a rod length that's too long results in printed objects being too small, whereas setting the rod length to a too-small value results in objects that are too big. Thus, after setting the values based on your measurements, printing a calibration cube and measuring it is worthwhile. You can then adjust the rod length value as necessary.
Objects with sloping sides or inconsistencies between the X and Y dimensions can be the result of tiny build flaws, such as a vertical extrusion being misplaced by a fraction of a millimeter or diagonal rods that aren't quite identical in length. The printer's firmware can be configured to correct for some such flaws, and in fact the RepRap Firmware's auto-calibration is supposed to do that. This Thingiverse design can help you check for such problems. The provided description includes instructions on adjusting the firmware to correct for such problems, but it assumes the use of Marlin firmware, so you'll need to "translate" the procedures if you use something else. Note that such corrections are likely to require overriding the firmware's auto-calibration results, and so may be wiped out if you run the auto-calibration routine again. Note also that if you make calibration adjustments that fix sloping sides on a cube, you may need to measure the dimensions of a freshly-printed cube, adjust the rod length, and then re-calibrate the other factors. You may need to iterate over this process several times before everything is printing accurately. Achieving dimensional perfection is notoriously difficult with delta printers, so you may have to accept some small deviations.
Because of a delta printer's extreme sensitivity to build errors and the difficulty in correcting them, this class of printer may not be the best choice for making precision parts, such as components for another printer. For all its flaws and annoyances, my Robo 3D R1+ printer produced much more dimensionally accurate parts from the start. Of course, the Robo is a manufactured product, with firmware settings that were pre-tuned, at least to some extent, so this may not be a fair comparison.

Figure 23: A Homo erectus model printed on my Kossel XL
For prints like figurines and vases, which don't require much dimensional accuracy or precision, a delta printer can work fine, even when not completely tuned. That second Benchy, for instance, looks pretty good. I've printed figurines, vases, soap dishes, and other objects on my Kossel, and these all work fine, even if their X/Y/Z proportions are off by a small amount. Figure 23 shows a model of a Homo erectus skull I printed on my Kossel XL. This was a punishing print; it took over two days to complete, at 0.1mm layer height. Unfortunately, the hot end heat sink worked loose partway through the print, which resulted in some unevenness of layer lines, which aren't clearly visible in Figure 23. Despite this flaw, and "scarring" from support material on the back of the skull, I'm happy with this print.
Early in this page, in Setting Design Goals, I noted a number of problems with my Robo that I hoped to overcome with my Kossel XL. To revisit these issues and specify what I achieved, here are the original issues:
- A limited control motherboard — This one is a clear win for my Kossel XL; its Duet motherboard is much better than the 8-bit board used by my Robo 3D R1+. Of course, if this had been my only issue, I could have replaced the Robo's control board for much less than it cost to build my Kossel.
- Unreliable firmware — Again, this has been a clear success of my Kossel build; the RepRap Firmware used by the Duet is much easier to use and more reliable than the Marlin firmware used by the Robo.
- A delicate glass build surface — As noted earlier, in The Print Bed, the aluminum build surface is prone to scratching, should the effector gouge into it, as it's prone to do before fine-tuning settings is complete. These scratches produce less in the way of flaws in the finished prints than do chips in the Robo's glass bed, though. Furthermore, my bed is easily flipped over, so if the first surface becomes too scuffed, I can do that to get more life from it. Thus, I'd say that this is a win for my Kossel.
- Difficulty getting prints to stick to the bed — On my Robo, prints frequently fail when the print works loose from the build surface. I've tried numerous tricks and adhesive products, with some brands of hair spray working best with PLA and glue stick working best with PETG. (I have yet to try PEI or other more permanent additions to the build plate.) The aluminum build surface on my Kossel XL, in conjunction with glue stick, seems to hold parts better than the glass build surface of my Robo — or maybe the advantage comes from the fact that the Kossel's build surface is stationary. In any event, this has been a win for the Kossel XL.
- Poor temperature control of the build plate — The bed heater I chose, coupled with the greater thermal conductivity of aluminim vs. glass, means that my Kossel provides more even heating over its usable build surface than does my Robo. The main drawback is that this larger heated area means that the printer consumes more electricity. (Of course, a heated bed isn't strictly required when printing PLA, so the bed heat can be turned off with either printer when printing that material.)
- Critical settings that drift and require constant adjustment — This one's a toss-up, although I'd have to give the nod to my Kossel, by a narrow margin, mainly because the automatic probing seems more reliable — at least, once I replaced my original effector and inductive sensor with a Delta Smart Effector. My Robo is prone to requiring periodic adjustments to its Z offset, and making those adjustments is a bit tedious. Similar adjustments are required on my Kossel, but the G32 and/or G29 commands take care of the problem.
- A filament feed system that is finicky — This is the only issue I had with the Robo on which the Kossel has been a disappointment. The Bowden tube configuration on the Kossel creates more problems, ranging from increased difficulty loading filament to an increased frequency of jams. Upgrading from my generic extruder to an E3D Titan has helped a little. Filament brand seems to be a factor. Prior to building my Kossel, I'd purchased several spools of Maker Geeks filament; but that brand of filament seems to deviate on the wide side (typically 1.75mm to 1.8mm in diameter, with occasional deviations beyond that), which makes it more prone to problems squeezing through my Kossel XL's long Bowden tube. Some generic filaments I've bought on eBay are less susceptible to such problems, but others are as trouble-prone as the Maker Geeks filament. I will likely have to move to a flying extruder or Zesty Nimble to overcome this problem — or just live with it and avoid problem filament brands with the Kossel.
Overall, then, I'm happy with my Kossel XL. In most respects, it's a slightly better printer than my Robo 3D R1+, although its susceptibility to jams is disheartening. That said, neither printer is reliable enough that I'd give it to somebody who's not a technologically-savvy tinkerer. Both printers require obscure adjustments and regular minor repairs, and I consider myself lucky when I get either printer to fail on fewer than 4 in 10 prints. (Fortunately, most failures occur within a minute or two of starting a print.) This is, I think, simply the state of 3D printing today, particularly among home and hobbyist printers. The state of the art is improving, though. For instance, Prusa recently released its i3 MK3 model, which incorporates a number of features that should improve reliability and usability, including a filament run-out sensor, the ability to resume a print after a power failure, and a flexible magnetic build plate to make print removal easier. Given a few more years of incremental improvements like these and 3D printing may become commonplace. In the meantime, hobbyists and tinkerers can play with low-end products, kits, and build-it yourself projects.
How to Avoid My Mistakes
I learned a lot in building my Kossel 3D printer. In fact, its design changed significantly between the time that it first began working and now, and it may change more in the future. In the interest of helping others avoid some of my more painful and costly lessons, I offer the following advice:
- Measure before printing — If a printed part must interface with something else, measure the relevant interface points in the model(s) by using the measuring tools in FreeCAD, MeshLab, or some other 3D modeling tool before printing it. If the two connected parts are both 3D printed, another trick is to load them both into a slicer program and move them around to see how they fit together. These tricks can help you identify misfitting parts before you print them. Note that the sizes of screw holes can be important, too, not just their absolute placement!
- Measure after printing — Because of many factors, printed parts may not exactly match their virtual models in size. Thus, you may find that a printed part doesn't fit another part in the real world, even if the virtual model was sized correctly. I threw away far too many pieces that were mis-sized for this reason — generally the fit was too tight. You may need to calibrate your printer, adjust the extrusion rate, adjust the infill/perimeter overlap, or even adjust the models themselves to get a properly-sized printed part.
- Look for parametric designs — On Thingiverse, a parametric model is one that can be easily modified before printing. You can adjust the spacing between rods on a parametric effector or carriage, for instance. Such designs can make it much easier to assemble a working collection of parts. (I literally spent hours trying to find a matching set of effector, carriage, and slider!) The down side is that you'll need to learn to use the design software that was used to create the part. I learned OpenSCAD for this purpose. This tool uses a programming language to describe parts, so it doesn't have an intuitive point-and-click interface; but it does enable making precise changes to existing designs; and many parts created with OpenSCAD come with the necessary source code (.scad) files, which is not true for many parts designed with other software.
- Calibrate before testing — Once I got my printer physically connected well enough to print, I dove in with some test prints, but they failed miserably. It turns out that I'd neglected to calibrate my extruder's motor, assuming that the defaults in Duet would be close enough to work for a test print. Wrong! The printer was trying to feed through fifteen times as much filament as it should have! This resulted in severe overextrusion for the first layer or two, then sporadic underextrusion, followed by a complete lack of extrusion. Similar problems could occur with Z height, bed leveling, delta-specific parameters, and so on; but I had the sense to set them to at least the right general ballpark, probably because I'd had experience with problems on these (or analogous) parameters with my Robo.
- Pick your bed probe with care — My single biggest problem with 3D printing, with both my Robo and my Kossel XL, has been with getting a consistent first layer. Too often, the print head hovers too far above the bed, gouges into the bed, or alternates between these two conditions. The Robo 3D R1+ has an automatic bed leveling feature, but it's been unreliable for me, I suspect because it works by physical touch of the hotend and the bed, but the bed flexes significantly. This is one reason I initially tried to use an inductive sensor in my Kossel — I reasoned that if the sensor didn't touch the bed, there would be no flexing. That choice caused problems because of effector tilt, which I've described earlier, in The Bed Probe. It turns out that the Robo's bed-flexing issue does not occur with my Kossel design and the Delta Smart Effector. A Kossel is even harder to level manually than is a Cartesian printer, so getting an easy-to-use bed-leveling system is especially important with a delta printer..
- Test electrical connections — More than once, a wire or connector proved to be faulty. As a general rule, it's easiest to test these with a continuity tester before hooking them up and discovering that they don't work. My most hair-pulling experience was with the inductive bed sensor, which had a permanently-attached set of wires. The connection from one of these wires to the wire that led to the control board was bad, which led to failures to detect the sensor changing state, although the LED on top of the sensor lit up in the expected manner. After checking every other connection, I trimmed a bit of wire and re-did the connection, which caused it to start working.
- Don't cross the wires! — When I was still fine-tuning my printer, I accidentally crossed the wires leading from my Duet's hot end cooling fan connector. This resulted in my blowing all the fan outputs on the board! Fortunately, there was an easy workaround: I wired the always-on fans directly to the power supply's 12V output; and for the part-cooling fan, I wired the fan's positive input directly to my power supply's 12V positive output and left the negative/ground wire connected to the negative/ground wire on the appropriate connector of the Duet. This keeps the always-on fans running at all times, and the part-cooling fan can still be controlled by the Duet. This is a better solution than buying a new controller board, but it's still painful to know that I damaged my brand-new $170 board. If you have the same experience, my solution might or might not work for you, particularly on another controller board, so I recommend you ask for advice before trying my solution.
- Keep things tight — In my experience, Kossel components related to motion have a way of working loose. This has been especially true of the magnetic ball studs on both the effector and the carriages; but my screw-in custom hot end heat sink for the Smart Effector and a few other odds and ends have also worked loose. The symptom is usually uneven lines on the print. When running a G32 command, the deviation score will rise if screws are loose. Using thread-locking adhesive or nylock nuts can help with this problem.
Of course, we learn more from our mistakes than from an easy and successful first attempt. That's one of the reasons that a build-it-yourself project like my Kossel can be such a valuable learning experience. I've learned, through sometimes painful personal experience, about electronics, delta printer effector tilt, 3D modeling, and so on. Of course, if you read this page, you may avoid some or all of my mistakes, only to make your own.
Beyond flat-out mistakes, there are decisions I made that I'd make differently if I were to embark on this project anew. Some I've already corrected, such as my switch to a Delta Smart Effector. Others I may change in the future, such as switching to a flying extruder or Zesty Nimble. Other changes involve too much work or are too minor to be worth trying, such as replacing the vertical 2020 extrusions with 2040 extrusions, using metal vertices, or replacing the LED lighting power supply with a computer ATX power supply.
References and Additional Information
I've scattered references to outside resources throughout this page. Gathered here are the more useful of these references, along with a few others (mostly specific sub-pages of larger pages I've referenced earlier).
- Informational Web pages
- The RepRap wiki provides information on just about everything to do with 3D printing. Specific pages that I found most helpful include:
- How to Choose Between Cartesian and Delta 3D Printers provides a rundown of the advantages and disadvantages of both these designs.
- As noted earlier, this example build by Johnathan Hottell served as my jumping-off example for my own Kossel XL build.
- David Crocker, who is involved in Duet development, has a page describing his printer, which is another helpful reference.
- Thomas Sanladerer runs a Web page and YouTube channel in which he covers lots of 3D printing topics, from filament care to build-from-scratch projects. His information has been invaluable in helping me build my own printer. Specific pages I found most helpful include:
- The Duet3D wiki provides documentation on the Duet WiFi and Duet Ethernet controller boards (both hardware and RepRap Firmware), as well as on the Delta Smart Effector.
- If you prefer a Smoothieboard or one of its clones, check the Smoothieware documentation.
- Useful software
- OpenSCAD is a 3D design tool. It uses a programming language style of design — you write descriptions of an object much like you'd write code for a program. This can make it easy to modify existing 3D models — if they were designed with this tool!
- The OpenSCAD delta simulator can help you determine what sizes to make parts of your printer, and determine how different effectors might function. This is particularly helpful if you want to create a printer of an unusual size or use something other than a standard Kossel effector. It runs in OpenSCAD.
- FreeCAD is a more traditional 3D design tool. You design objects using a point-and-click interface. It can load files created by some other programs, too. Its user interface is very complex, though.
- MeshLab is a 3D visualization and processing program. In the context of building a 3D printer, it's useful for measuring parts before printing.
- Download links and documentation on several slicers are available on their respective Web pages:
- Craftware, a gratis but closed-source slicer from Craftunique
- Cura, an open source (GNU GPLv2+) slicer from Ultimaker
- ideaMaker, a gratis but closed-source slicer from Raise3D
- MatterControl, an open source (BSD simplified 2-clause) slicer from MatterHackers
- Slic3r, an open source (GNU AGPL) community-driven slicer
- Slic3r Prusa Edition, an open source (GNU AGPL) fork of Slic3r from Prusa Research
- Note that there are many more useful programs, and I mean no snub to those I've omitted. I'm merely linking to those that I've used myself and that I've found helpful in one way or another.
- Vendors
- AliExpress is a major Chinese Internet retailer. I've never bought from them, but I get the impression that they specialize in ultra-cheap knock-off products, which may be appealing if you want to cut your costs to the bone — and are willing to accept some risk of getting junk.
- Amazon, of course, sells nearly everything, although many of their 3D printer parts are actually sold by affiliated businesses.
- eBay is similar to Amazon in this context. If, like me, you want to buy locally to avoid shipping delays, you must watch listing details carefully — a lot of eBay's 3D printing parts ship from China.
- Filastruder focuses on selling a specialized device to turn plastic pellets into filament; however, they also sell genuine E3D and Duet products.
- Gulfcoast Robotics has a good selection of 3D printer parts. (Note that I bought from this firm under its previous name, RepRap Champion. See here for more on the name change.)
- Misumi supplies metal parts, including aluminum extrusions, screws, nuts, and linear rails. They mostly sell to businesses, but placing an order for residential delivery was simple.
- Robot Digg is a Chinese supplier of 3D printer products. They're a good place to start if you want to buy direct from China to help reduce costs. Note that I've never bought from them, although they seem to be reputable, based on online comments.
- TriD Printing supplies 3D printing components, including not-quite-complete Kossel part collections.
- Ultibots has a wide range of 3D printing products, including relatively hard-to-find high-end items such as magnetic diagonal rods.
- I've restricted this list to vendors from (or through) whom I've purchased. The RepRap Wiki has a much more complete list of vendors.
- Communications
- The RepRap forums provide a way to discuss 3D printing issues, particularly involving RepRap designs, with others. These forums include a delta printer sub-group.
- The Duet 3D forum provides a place to go with questions about the Duet controller boards and related products.
- You can e-mail me with queries.
copyright © 2018 by Roderick W. Smith
This document is licensed under the terms of the GNU Free Documentation License (FDL), version 1.3.
If you have problems with or comments about this Web page, please e-mail me at rodsmith@rodsbooks.com. Thanks.
Return to my main Web page.


